Basic rules for choosing an evaporator for a vapor compression refrigeration machine. Methods for selecting compressor and condenser units for supply systems
In the case when the consumption of the vapor phase of liquefied gas exceeds the speed natural evaporation in the tank, it is necessary to use evaporators, which, due to electrical heating, accelerate the process of vaporization of the liquid phase into a vapor one and guarantee the gas supply to the consumer in the calculated volume.
The purpose of the LPG evaporator is the conversion of the liquid phase of liquefied hydrocarbon gases (LHG) into a vapor phase, which occurs through the use of electrically heated evaporators. Evaporation units can be equipped with one, two, three or more electric evaporators.
Installation of evaporators allows the operation of both one evaporator and several in parallel. Thus, the capacity of the plant may vary depending on the number of simultaneously operating evaporators.
The principle of operation of the evaporation plant:
When the evaporator is turned on, the automation heats the evaporator to 55C. The solenoid valve at the liquid phase inlet to the evaporator will be closed until the temperature reaches these parameters. The level control sensor in the cut-off (if there is a level gauge in the cut-off) controls the level and, in case of overflow, closes the valve at the inlet.
The evaporator starts to heat up. When 55°C is reached, the inlet solenoid valve will open. The liquefied gas enters the heated pipe register and evaporates. During this time, the evaporator continues to heat up, and when the core temperature reaches 70-75°C, the heating coil will be turned off.
The evaporation process continues. The evaporator core gradually cools down, and when the temperature drops to 65°C, the heating coil will be switched on again. The cycle is repeated.
Complete set of evaporative plant:
The evaporation plant can be equipped with one or two control groups to duplicate the reduction system, as well as the bypass line of the vapor phase, bypassing the evaporation plant to use the vapor phase of natural evaporation in gas holders.
Pressure regulators are used to set a predetermined pressure at the outlet of the evaporation plant to the consumer.
- 1st stage - medium pressure adjustment (from 16 to 1.5 bar).
- 2nd stage - adjustment of low pressure from 1.5 bar to the pressure required when supplied to the consumer (for example, to a gas boiler or a gas piston power plant).
Advantages of PP-TEC evaporation plants "Innovative Fluessiggas Technik" (Germany)
1. Compact structure, light weight;
2. Profitability and safety of operation;
3. Large thermal power;
4. Long term operation;
5. Stable operation at low temperatures;
6. Duplicated system for monitoring the exit of the liquid phase from the evaporator (mechanical and electronic);
7. Antifreeze protection of filter and solenoid valve (PP-TEC only)
Package Included:
Double gas temperature control thermostat,
- liquid level sensors,
- solenoid valves at the liquid phase inlet
- kit safety fittings,
- thermometers,
- Ball Valves for emptying and deaeration,
- built-in gas liquid phase cutter,
- input / output fittings,
- terminal boxes for power supply connection,
- electrical control panel.
Advantages of PP-TEC evaporators
When designing an evaporative plant, there are always three things to consider:
1. Ensure the specified performance,
2. Create the necessary protection against hypothermia and overheating of the evaporator core.
3. Correctly calculate the geometry of the location of the coolant to the gas conductor in the evaporator
The performance of the evaporator depends not only on the amount of voltage consumed from the mains. An important factor is the location geometry.
Properly calculated arrangement ensures efficient use of the heat transfer mirror and, as a result, an increase in the efficiency of the evaporator.
In the evaporators "PP-TEC" Innovative Fluessiggas Technik "(Germany), by correct calculations, the company's engineers have achieved an increase in this coefficient up to 98%.
Evaporative plants of the company “PP-TEC “Innovative Fluessiggas Technik” (Germany) lose only two percent of heat. The rest is used to vaporize the gas.
Almost all European and American manufacturers of evaporative equipment completely erroneously interpret the concept of "redundant protection" (a condition for the implementation of duplication of the functions of protection against overheating and hypothermia).
The concept of "redundant protection" implies the implementation of "insurance" of individual working units and blocks or the entire equipment, by using duplicated elements from different manufacturers and with different principles of operation. Only in this case it is possible to minimize the possibility of equipment failure.
Many manufacturers try to implement this function (with protection against hypothermia and ingress of the LPG liquid fraction to the consumer) by installing two solenoid valves connected in series from the same manufacturer on the inlet supply line. Or use two connected in series temperature sensors switching on/opening valves.
Imagine the situation. One solenoid valve stuck open. How can you tell if a valve has failed? NO WAY! The unit will continue to work, losing the opportunity to ensure the safety of operation in case of hypothermia in time in case of failure of the second valve.
In PP-TEC evaporators, this function has been implemented in a completely different way.
In evaporative installations, the company “PP-TEC “Innovative Fluessiggas Technik” (Germany) uses an algorithm for the combined operation of three elements of protection against hypothermia:
1. Electronic device
2. Magnetic valve
3. Mechanical shut-off valve in the slam-shut.
All three elements have a completely different principle of operation, which makes it possible to speak with confidence about the impossibility of a situation in which non-evaporated gas in liquid form enters the consumer's pipeline.
In the evaporative units of the company “PP-TEC “Innovative Fluessiggas Technik” (Germany) the same was realized when implementing the protection of the evaporator from overheating. The elements involve both electronics and mechanics.
For the first time in the world, PP-TEC "Innovative Fluessiggas Technik" (Germany) implemented the function of integrating a liquid cutter into the cavity of the evaporator itself with the possibility of constant heating of the cutter.
No manufacturer of evaporative technology uses this proprietary function. Using a heated cut-off, PP-TEC “Innovative Fluessiggas Technik” (Germany) evaporative units were able to evaporate heavy LPG components.
Many manufacturers, copying from each other, install a cut-off at the outlet in front of the regulators. The mercaptans, sulfurs and heavy gases contained in the gas, which have a very high density, get into the cold pipeline, condense and deposit on the walls of the pipes, cut-off and regulators, which significantly reduces the service life of the equipment.
In the evaporators of PP-TEC "Innovative Fluessiggas Technik" (Germany), heavy precipitates in the molten state are kept in the cutter until they are removed through the discharge ball valve in the evaporator plant.
By cutting off mercaptans, PP-TEC "Innovative Fluessiggas Technik" (Germany) was able to significantly increase the service life of plants and regulatory groups. This means taking care of operating costs that do not require constant replacement of regulator membranes, or their complete and expensive replacement, leading to downtime of the evaporative plant.
And the implemented function of heating the solenoid valve and the filter at the inlet to the evaporation plant does not allow water to accumulate in them and when freezing in solenoid valves disable when triggered. Or limit the entry of the liquid phase into the evaporation plant.
Evaporation plants of the German company “PP-TEC “Innovative Fluessiggas Technik” (Germany) are a reliable and stable operation for years operation.
MEL Group of Companies is a wholesale supplier of Mitsubishi Heavy Industries air conditioning systems.
www.site This email address is being protected from spambots. You must have JavaScript enabled to view.
Compressor-condensing units (CCU) for cooling ventilation are becoming more common in the design of central cooling systems for buildings. Their advantages are obvious:
Firstly, this is the price of one kW of cold. Compared to chiller systems, supply air cooling with KKB does not contain an intermediate coolant, i.e. water or antifreeze solutions, so it is cheaper.
Secondly, the convenience of regulation. One compressor and condenser unit works for one air handling unit, so the control logic is the same and is implemented using standard air handling unit control controllers.
Thirdly, the ease of installation of KKB for cooling the ventilation system. No additional air ducts, fans, etc. are needed. Only the evaporator heat exchanger is built in and that's it. Even additional insulation of supply air ducts is often not required.
Rice. 1. KKB LENNOX and the scheme of its connection to the supply unit.
Against the background of such remarkable advantages, in practice we are faced with many examples of air conditioning ventilation systems in which CKB either do not work at all, or fail very quickly during operation. An analysis of these facts shows that often the reason is the wrong selection of the KKB and the evaporator for cooling the supply air. Therefore, we will consider the standard method for selecting compressor and condenser units and try to show the errors that are made in this case.
INCORRECT, but the most common, method for selecting a KKB and an evaporator for direct-flow air handling units
- As initial data, we need to know the air flow air handling unit. Let's set for example 4500 m3/hour.
- Supply unit direct-flow, i.e. no recirculation, runs on 100% outside air.
- Let's define the area of construction - for example, Moscow. Estimated parameters of outdoor air for Moscow + 28C and 45% humidity. These parameters are taken as initial parameters air at the inlet to the evaporator of the supply system. Sometimes the air parameters are taken "with a margin" and set + 30C or even + 32C.
- Let us set the required air parameters at the outlet of the supply system, i.e. at the entrance to the room. Often these parameters are set 5-10C lower than the required supply air temperature in the room. For example, + 15C or even + 10C. We will focus on the average value of +13C.
- Coming from i-d diagrams (Fig. 2) we build the process of air cooling in the ventilation cooling system. We determine the required flow of cold in the given conditions. In our version, the required cooling consumption is 33.4 kW.
- We select KKB according to the required cold consumption of 33.4 kW. There is the nearest large and the nearest smaller model in the KKB line. For example, for the manufacturer LENNOX, these are the models: TSA090 / 380-3 for 28 kW of cold and TSA120 / 380-3 for 35.3 kW of cold.
We accept a model with a margin of 35.3 kW, i.e. TSA120/380-3.

And now we will tell you what will happen at the facility, with the joint operation of the air handling unit and the KKB selected by us according to the method described above.
The first problem is the overestimated performance of the KKB.
The ventilation air conditioner is selected for the parameters of the outside air + 28C and 45% humidity. But the customer plans to operate it not only when it is +28C outside, it is often already hot in the rooms due to internal heat surpluses starting from +15C outside. Therefore, the controller sets the supply air temperature at best +20C, and at worst even lower. The KKB gives either 100% capacity or 0% (with rare exceptions of smooth regulation when using outdoor VRF units in the form of KKB). KKB does not reduce its performance when the temperature of the outside (intake) air decreases (in fact, it even slightly increases due to greater subcooling in the condenser). Therefore, when the air temperature at the evaporator inlet decreases, the KKB will tend to produce a lower air temperature at the evaporator outlet. With our calculation data, the outlet air temperature is +3C. But this cannot be, because the boiling point of freon in the evaporator is +5C.
Consequently, lowering the air temperature at the inlet to the evaporator to +22C and below, in our case, leads to an overestimated performance of the KKB. Further, the freon does not boil in the evaporator, the liquid refrigerant returns to the compressor suction and, as a result, the compressor fails due to mechanical damage.
But our problems, oddly enough, do not end there.
The second problem is the LOWER EVAPORATOR.
Let's take a closer look at the selection of an evaporator. When selecting a supply unit, specific parameters of the evaporator operation are set. In our case, this is the air temperature at the inlet + 28C and humidity 45% and at the outlet + 13C. Means? the evaporator is selected EXACTLY on these parameters. But what will happen when the air temperature at the evaporator inlet is, for example, not +28C, but +25C? The answer is quite simple if you look at the heat transfer formula of any surfaces: Q=k*F*(Tv-Tf). k*F - heat transfer coefficient and heat exchange area will not change, these values are constant. Tf - the boiling point of freon will not change, because it is also maintained at a constant +5C (during normal operation). But Tv - the average air temperature has decreased by three degrees. Consequently, the amount of heat transferred will also decrease in proportion to the temperature difference. But KKB "does not know about it" and continues to give the required 100% performance. Liquid freon returns to the compressor suction again and leads to the problems described above. Those. The design evaporator temperature is the MINIMUM operating temperature of the CCU.
Here you can object - "But what about the work of on-off split systems?" the calculated temperature in the splits is +27C in the room, but in fact they can work up to +18C. The fact is that in split systems, the surface area of the evaporator is selected with a very large margin, at least 30%, just to compensate for the decrease in heat transfer when the temperature in the room drops or the fan speed of the indoor unit decreases. And finally,
The third problem is the selection of KKB "With a reserve" ...
The performance margin in the selection of KKB is extremely harmful, because. the reserve is liquid freon at the compressor suction. And in the final we have a jammed compressor. In general, the maximum evaporator capacity should always be greater than the compressor capacity.
We will try to answer the question - how is it CORRECT to select a KKB for supply systems?
First, it is necessary to understand that the source of cold in the form of a condensing unit cannot be the only one in the building. Conditioning the ventilation system can only remove part of the peak load entering the room with ventilation air. And maintaining a certain temperature inside the room in any case falls on local closers ( indoor units VRF or fan coil units). Therefore, KKB should not support certain temperature when cooling ventilation (this is impossible due to on-off regulation), but to reduce heat gains into the premises when a certain outdoor temperature is exceeded.
An example of a ventilation system with air conditioning:
Initial data: the city of Moscow with design parameters for air conditioning + 28C and 45% humidity. Supply air consumption 4500 m3/hour. Heat surpluses of the room from computers, people, solar radiation, etc. are 50 kW. Estimated room temperature +22C.
The air conditioning capacity must be selected in such a way that it is sufficient under the worst conditions (maximum temperatures). But also ventilation air conditioners should work without problems even with some intermediate options. Moreover, most of the time, ventilation air conditioning systems operate just at a load of 60-80%.
- Set the calculated outdoor temperature and the calculated indoor temperature. Those. The main task of the KKB is to cool the supply air to the room temperature. When the outdoor air temperature is less than the required indoor air temperature, the KKB DOES NOT turn ON. For Moscow, from +28C to the required room temperature of +22C, we get a temperature difference of 6C. In principle, the temperature difference across the evaporator should not exceed 10°C, since the supply air temperature cannot be less than the boiling point of freon.
- We determine the required performance of the KKB based on the conditions for cooling the supply air from the design temperature of +28C to +22C. It turned out 13.3 kW of cold (i-d diagram).

- According to the required performance, we select 13.3 KKB from the line of the popular manufacturer LENNOX. We select the nearest SMALLER KKB TSA036/380-3s with a productivity of 12.2 kW.
- We select the supply evaporator from the worst parameters for it. This is the outdoor temperature equal to the required indoor temperature - in our case + 22C. The cold performance of the evaporator is equal to the performance of the KKB, i.e. 12.2 kW. Plus a performance margin of 10-20% in case of evaporator contamination, etc.
- We determine the temperature of the supply air at an outdoor temperature of + 22C. we get 15C. Above the boiling point of freon + 5C and above the dew point temperature + 10C, then the insulation of the supply air ducts can be omitted (theoretically).
- We determine the remaining heat surpluses of the premises. It turns out 50 kW of internal heat surpluses plus a small part of the supply air 13.3-12.2 = 1.1 kW. Total 51.1 kW - design capacity for local control systems.
Conclusions: the main idea that I would like to draw attention to is the need to calculate the compressor capacitor unit not to the maximum outdoor temperature, but to the minimum in the operating range of the ventilation air conditioner. The calculation of the KKB and the evaporator, carried out for the maximum temperature of the supply air, leads to the fact that normal operation will only be in the range of outdoor temperatures from the calculated one and above. And if the outside temperature is lower than the calculated one, there will be incomplete boiling of freon in the evaporator and return of the liquid refrigerant to the compressor suction.
One of the most important elements for a vapor compression machine is. It performs the main process of the refrigeration cycle - selection from the cooled medium. Other elements of the refrigeration circuit, such as a condenser, expansion device, compressor, etc., only ensure the reliable operation of the evaporator, so it is the choice of the latter that must be given due attention.
It follows from this that, when selecting equipment for a refrigeration unit, it is necessary to start with the evaporator. Many novice repairmen often admit typical mistake and start the assembly of the installation with the compressor.
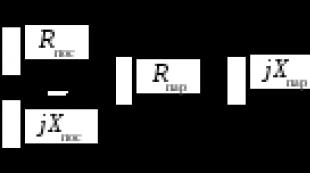
On fig. 1 shows a diagram of the most common vapor compression refrigeration machine. Its cycle, given in coordinates: pressure R and i. On fig. 1b points 1-7 of the refrigeration cycle, is an indicator of the state of the refrigerant (pressure, temperature, specific volume) and coincides with that in Fig. 1a (state parameter functions).
Rice. 1 - Scheme and in the coordinates of a conventional vapor compression machine: RU expansion device, Рk- condensation pressure, Ro- boiling pressure.
Graphic image fig. 1b displays the state and functions of the refrigerant, which vary with pressure and enthalpy. Line segment AB on the curve in Fig. 1b characterizes the refrigerant in the state of saturated vapor. Its temperature corresponds to the initial boiling point. The proportion of refrigerant vapor in is 100% and the superheat is close to zero. To the right of the curve AB the refrigerant has a state (the temperature of the refrigerant is greater than the boiling point).
Dot AT is critical for this refrigerant, since it corresponds to the temperature at which the substance cannot go into a liquid state, no matter how high the pressure is. On segment BC, the refrigerant has a state of saturated liquid, and on the left side it has a state of supercooled liquid (the temperature of the refrigerant is less than the boiling point).
Inside the curve ABC the refrigerant is in the state of a vapor-liquid mixture (the proportion of vapor per unit volume is variable). The process occurring in the evaporator (Fig. 1b) corresponds to the segment 6-1 . The refrigerant enters the evaporator (point 6) in the state of a boiling vapor-liquid mixture. In this case, the proportion of steam depends on a specific refrigeration cycle and is 10-30%.
At the outlet of the evaporator, the boiling process may not be completed and the point 1 may not match the dot 7 . If the temperature of the refrigerant at the outlet of the evaporator is higher than the boiling point, then we get an evaporator with overheating. Its value ΔToverheat is the difference between the temperature of the refrigerant at the outlet of the evaporator (point 1) and its temperature on the saturation line AB (point 7):
ΔToverheat=T1 - T7
If points 1 and 7 coincide, then the temperature of the refrigerant is equal to the boiling point, and the superheat ΔToverheat will be equal to zero. Thus, we get a flooded evaporator. Therefore, when choosing an evaporator, a choice must first be made between a flooded evaporator and an evaporator with superheat.
Note that, under equal conditions, a flooded evaporator is more advantageous in terms of the intensity of the heat removal process than with overheating. But it should be taken into account that at the outlet of the flooded evaporator, the refrigerant is in a state of saturated vapor, and it is impossible to supply a humid environment to the compressor. Otherwise, there is a high probability of water hammer, which will be accompanied by mechanical destruction of the compressor parts. It turns out that if you choose a flooded evaporator, then it is necessary to provide additional protection for the compressor from the ingress of saturated steam into it.
If a superheated evaporator is preferred, then there is no need to worry about protecting the compressor and getting saturated steam into it. The probability of occurrence of hydraulic shocks will occur only in the event of a deviation from the required indicator of the magnitude of overheating. AT normal conditions operation of the refrigeration unit superheat value ΔToverheat should be in the range of 4-7 K.
When the overheating indicator decreases ΔToverheat, intensity of heat extraction environment rises. But at extremely low values ΔToverheat(less than 3K) there is a possibility of wet steam entering the compressor, which can cause water hammer and, consequently, damage to the mechanical components of the compressor.
Otherwise, with a high reading ΔToverheat(more than 10 K), this indicates that insufficient refrigerant is entering the evaporator. The intensity of heat removal from the cooled medium sharply decreases and the thermal regime of the compressor deteriorates.
When choosing an evaporator, another question arises related to the boiling point of the refrigerant in the evaporator. To solve it, it is first necessary to determine what temperature of the cooled medium should be provided for the normal operation of the refrigeration unit. If air is used as the cooled medium, then in addition to the temperature at the outlet of the evaporator, it is also necessary to take into account the humidity at the outlet of the evaporator. Now consider the temperature behavior of the cooled medium around the evaporator during the operation of a conventional refrigeration unit (Fig. 1a).
In order not to delve into this topic, we will neglect the pressure losses on the evaporator. We will also assume that the ongoing heat exchange between the refrigerant and the environment is carried out according to the once-through scheme.
In practice, such a scheme is not often used, since it is inferior to the counterflow scheme in terms of heat transfer efficiency. But if one of the coolants has a constant temperature, and the overheating readings are small, then the forward and counterflow will be equivalent. It is known that the average value of the temperature difference does not depend on the flow pattern. Consideration of the once-through scheme will provide us with a more visual representation of the heat exchange that occurs between the refrigerant and the cooled medium.
First, let's introduce a virtual value L, equal to the length of the heat exchange device (condenser or evaporator). Its value can be determined from the following expression: L=W/S, where W– corresponds to the internal volume of the heat exchange device in which the refrigerant circulates, m3; S is the heat exchange surface area m2.
If we are talking about a refrigeration machine, then the equivalent length of the evaporator is practically equal to the length of the tube in which the process takes place 6-1 . Therefore, its outer surface is washed by the cooled medium.
First, let's pay attention to the evaporator, which acts as an air cooler. In it, the process of taking heat from the air occurs as a result of natural convection or with the help of forced blowing of the evaporator. It should be noted that the first method is practically not used in modern refrigeration units, since air cooling by natural convection is ineffective.
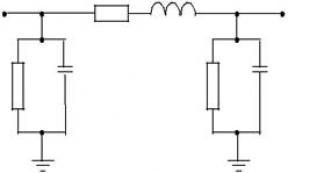
Thus, we will assume that the air cooler is equipped with a fan that provides forced air blowing of the evaporator and is a tubular-finned heat exchanger (Fig. 2). Its schematic representation is shown in Fig. 2b. Let us consider the main quantities that characterize the blowing process.
Temperature difference
The temperature difference across the evaporator is calculated as follows:ΔT=Ta1-Ta2,
where ΔTa is in the range from 2 to 8 K (for tubular-finned evaporators with forced airflow).
In other words, during normal operation of the refrigeration unit, the air passing through the evaporator should be cooled no lower than 2 K and no higher than 8 K.

Rice. 2 - Scheme and temperature parameters of air cooling on the air cooler:
Ta1 and Ta2– air temperature at the inlet and outlet of the air cooler;
- FF– temperature of the refrigerant;
- L is the equivalent length of the evaporator;
- That is the boiling point of the refrigerant in the evaporator.
Maximum temperature difference
The maximum air temperature difference at the evaporator inlet is determined as follows:DTmax=Ta1 - That
This indicator is used when selecting air coolers, since foreign manufacturers of refrigeration equipment provide values for the cooling capacity of evaporators Qsp depending on the size DTmax. Consider the method of selecting the air cooler of the refrigeration unit and determine the calculated values DTmax. To do this, we give as an example the generally accepted recommendations for selecting the value DTmax:
- for freezers DTmax is in the range of 4-6 K;
- for storage rooms for unpackaged products - 7-9 K;
- for storage chambers for hermetically packed products - 10-14 K;
- for air conditioning units - 18-22 K.
Degree of steam superheat at the outlet of the evaporator
To determine the degree of superheating of the steam at the outlet of the evaporator, use the following form:F=ΔТoverload/DTmax=(Т1-Т0)/(Та1-Т0),
where T1 is the temperature of the refrigerant vapor at the outlet of the evaporator.
This indicator is practically not used in our country, but foreign catalogs provide that the readings of the cooling capacity of air coolers Qsp corresponds to the value F=0.65.
During operation, the value F it is customary to take from 0 to 1. Suppose that F=0, then ΔToverload=0, and the refrigerant leaving the evaporator will be in a saturated vapor state. For this model of air cooler, the actual cooling capacity will be 10-15% more than the figure given in the catalog.
If a F>0.65, then the cooling capacity index for this air cooler model must be less than the value given in the catalog. Let's assume that F>0.8, then the actual performance for this model will be 25-30% more value given in the catalog.
If a F->1, then the cooling capacity of the evaporator Qtest->0(Fig. 3).

Fig.3 - dependence of the cooling capacity of the evaporator Qsp from overheating F
The process depicted in Fig. 2b is also characterized by other parameters:
- arithmetic mean temperature difference DTср=Таср-Т0;
- the average temperature of the air that passes through the evaporator Tasr=(Ta1+Ta2)/2;
- minimum temperature difference DTmin=Ta2-To.

Rice. 4 - Scheme and temperature parameters showing the process of cooling water on the evaporator:
where Te1 and Te2 water temperature at the inlet and outlet of the evaporator;
- FF is the temperature of the refrigerant;
- L is the equivalent length of the evaporator;
- That is the boiling point of the refrigerant in the evaporator.
If the temperature difference across the water ΔTe=Te1-Te2, then for shell-and-tube evaporators ΔTe should be maintained in the range of 5 ± 1 K, and for plate evaporators, the indicator ΔTe will be within 5 ± 1.5 K.
Unlike air coolers, in liquid coolers it is necessary to maintain not the maximum, but the minimum temperature difference. DTmin=Te2-To- the difference between the temperature of the cooled medium at the outlet of the evaporator and the boiling point of the refrigerant in the evaporator.
For shell-and-tube evaporators, the minimum temperature difference DTmin=Te2-To should be maintained within 4-6 K, and for plate evaporators - 3-5 K.
The specified range (the difference between the temperature of the cooled medium at the outlet of the evaporator and the boiling point of the refrigerant in the evaporator) must be maintained for the following reasons: as the difference increases, the cooling intensity begins to decrease, and as the difference increases, the risk of freezing of the cooled liquid in the evaporator increases, which can cause its mechanical destruction.
Structural solutions of evaporators
Regardless of the method of using various refrigerants, the heat exchange processes occurring in the evaporator are subject to the main technological cycle of refrigeration production, according to which refrigeration units and heat exchangers. Thus, in order to solve the problem of optimizing the heat exchange process, it is necessary to take into account the conditions for the rational organization of the technological cycle of refrigeration production.As you know, cooling of a certain medium is possible with the help of a heat exchanger. Its constructive solution should be chosen according to the technological requirements that apply to these devices. especially important point is the compliance of the device with the technological process of thermal treatment of the medium, which is possible under the following conditions:
- maintenance of the set temperature of the working process and control (regulation) of temperature regime;
- choice of device material, according to chemical properties environment;
- control over the duration of stay of the medium in the device;
- compliance with operating speeds and pressure.
- providing the necessary speed of working media for the implementation of the turbulent regime;
- creation of the most suitable conditions for the removal of condensate, scale, frost, etc.;
- creation of favorable conditions for the movement of working environments;
- prevent possible contamination of the device.
The ease of use and reliability of the device are influenced by such factors as the strength and tightness of detachable connections, compensation for temperature deformations, ease of maintenance and repair of the device. These requirements form the basis for the design and selection of a heat exchange unit. main role it takes providing the required technological process in the refrigeration industry.
In order to choose the right constructive solution for the evaporator, it is necessary to be guided by the following rules. 1) cooling of liquids is best done with a rigid tubular heat exchanger or compact plate heat exchanger; 2) the use of tubular-finned devices is due to the following conditions: the heat transfer between the working media and the wall on both sides of the heating surface is significantly different. In this case, the fins must be installed from the side of the lowest heat transfer coefficient.
To increase the intensity of heat transfer in heat exchangers, it is necessary to adhere to the following rules:
- ensuring proper conditions for the removal of condensate in air coolers;
- reduction of the thickness of the hydrodynamic boundary layer by increasing the speed of movement of the working bodies (installation of intertube baffles and breakdown of the tube bundle into passages);
- improvement of the flow around the heat exchange surface by the working fluids (the entire surface must actively participate in the heat exchange process);
- compliance with the main indicators of temperature, thermal resistance, etc.
Improvement of heat exchange processes is one of the main processes for improving the heat exchange equipment of refrigeration machines. In this regard, research is being carried out in the field of energy and chemical engineering. This is the study of regime characteristics of the flow, flow turbulence by creating artificial roughness. In addition, new heat exchange surfaces are being developed to make heat exchangers more compact.
Choosing a rational approach for calculating the evaporator
When designing an evaporator, it is necessary to make a structural, hydraulic, strength, thermal and technical and economic calculation. They are performed in several versions, the choice of which depends on the performance indicators: technical and economic indicator, efficiency, etc.To make a thermal calculation of a surface heat exchanger, it is necessary to solve the equation and heat balance, taking into account certain operating conditions of the device (design dimensions of heat transfer surfaces, limits of temperature changes and circuits, relative to the movement of the cooling and cooled medium). To find a solution to this problem, you need to apply rules that will allow you to get results from the original data. But due to numerous factors, find common decision for different heat exchangers is not possible. Along with this, there are many methods of approximate calculation that are easy to produce in a manual or machine version.
Modern technologies allow you to choose an evaporator using special programs. Basically, they are provided by manufacturers of heat exchange equipment and allow you to quickly select the required model. When using such programs, it must be taken into account that they assume the operation of the evaporator under standard conditions. If the actual conditions differ from the standard, then the performance of the evaporator will be different. Thus, it is advisable to always carry out a verification calculation of the evaporator design you have chosen against the actual operating conditions of the evaporator.
In the evaporator, the process of transition of the refrigerant from the liquid phase to the gaseous state occurs with the same pressure, the pressure inside the evaporator is the same everywhere. During the transition of a substance from liquid to gaseous (its boiling) in the evaporator, the evaporator absorbs heat, unlike the condenser, which releases heat into the environment. then. through two heat exchangers, the process of heat exchange takes place between two substances: the cooled substance, which is located around the evaporator, and the outside air, which is located around the condenser.

Scheme of the movement of liquid freon
Solenoid valve - shuts off or opens the refrigerant supply to the evaporator, always either fully open or fully closed (may not be present in the system)
The thermostatic expansion valve (TRV) is a precise device that regulates the flow of refrigerant into the evaporator depending on the intensity of the boiling of the refrigerant in the evaporator. It prevents liquid refrigerant from entering the compressor.
Liquid freon enters the expansion valve, the refrigerant is throttled through the membrane in the expansion valve (the freon is sprayed) and begins to boil due to the pressure drop, gradually the drops turn into gas throughout the entire section of the evaporator pipeline. Starting from the throttling device of the expansion valve, the pressure remains constant. Freon continues to boil and in a certain area of the evaporator completely turns into gas and then, passing through the evaporator, the gas begins to heat up with the air that is in the chamber.
If, for example, the boiling point of freon is -10 °С, the temperature in the chamber is +2 °С, freon, having turned into a gas in the evaporator, begins to heat up and at the outlet of the evaporator its temperature should be equal to -3, -4 °С, thus Δt ( the difference between the boiling point of the refrigerant and the temperature of the gas at the outlet of the evaporator) should be = 7-8, this is the mode of normal operation of the system. With a given Δt, we will know that there will be no particles of unboiled freon at the outlet of the evaporator (they should not be), if boiling occurs in the pipe, then not all power is used to cool the substance. The pipe is thermally insulated so that the freon does not heat up to the ambient temperature, because. The refrigerant gas cools the compressor stator. If, nevertheless, liquid freon enters the pipe, it means that the dose of its supply to the system is too large, or the evaporator is set to a weak (short) one.
If Δt is less than 7, then the evaporator is filled with freon, it does not have time to boil away and the system does not work properly, the compressor is also filled with liquid freon and fails. Overheating upwards is not as dangerous as overheating downwards, at Δt ˃ 7 the compressor stator may overheat, but a slight excess of overheating may not be felt by the compressor and it is preferable during operation.
With the help of fans located in the air cooler, the cold is removed from the evaporator. If this did not happen, then the tubes would be covered with ice and at the same time the refrigerant would reach its saturation temperature, at which it ceases to boil, and then, even regardless of the pressure drop, liquid freon would enter the evaporator without evaporating, filling the compressor.