A simple tool for sharpening drills. How to sharpen a metal drill with your own hands - detailed instructions
Any cutting attachments for drills, they become dull during operation, which, in fact, does not require proof. However, do not rush to throw them away, as you can return the nozzle to its original performance by sharpening. Next, we will detail how to do this.
When is sharpening required?
If wood drills can be used for a long time and still remain sharp, then metal tools become unusable very quickly. Of course, an experienced craftsman determines a blunt drill by eye or by its first contact with the metal surface. If you are a beginner, you can determine the need for sharpening a tool by the following features:
- in the process of drilling, a creak and whistle occurs;
- the tool heats up much faster than usual;
- the quality of the hole is low - there are serrations and burrs;
- the chips come out of only one spiral groove (this symptom may also indicate improper sharpening).
Keep in mind that when working with a blunt tip, you put yourself in danger, as it can break. In this case, flying parts can cause serious injury. In addition, the drill may "bite". In such a situation, if the drill is powerful or you are working on the machine, the part is pulled out of your hands, which often also ends in injury. Therefore, in no case should it be tightened with sharpening or replacing the tip.

Main parameters of the part
So that you can sharpen the tip correctly, first of all, let's look at its main elements, which include:
- the cutting part (cutting edge) formed by the convergence of the groove surface and the back surface;
- front surface, which is located under the cutting edge;
- back surface, which is located behind the edge:
- jumper located between the two rear surfaces.

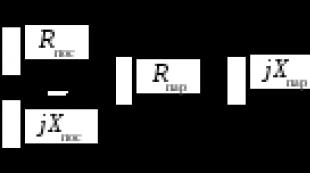
During the operation of the nozzle, the cutting edge, web and rear surfaces suffer the most. Therefore, the restoration of the tool occurs by sharpening the rear surfaces, to which we adjoin the cutting edge and jumper. However, not everything is so simple: in order for the edge to become sharp again and a clear jumper to form, the sharpening angles must correspond to the values \u200b\u200bfrom the table:
Keeping these values will allow the cutting edge to always make contact with the surface of the workpiece first, which will ensure maximum efficiency tool. The length of the cutting edge depends on the angle at the top. Its observance will allow the chips to fit well into the groove and go out. If you make the angle sharper, the width of the cut strip will increase, as a result of which the chips will clog the groove and stop being removed from the hole with all the ensuing consequences. Too obtuse angle will reduce the effectiveness of the drill.
Sharpening on a grinder
At home, it will not be difficult on a conventional grinder. The only thing is that it is desirable that the machine be equipped with a handpiece, i.e. a small platform located in front of the working surface of the grinding disc. The distance between the handpiece and the end of the circle should be no more than one millimeter.

The optimum rotational speed of the grinding wheel is one and a half thousand revolutions per minute.
If the nozzle is very dull, i.e. cutting edges with back surfaces have become asymmetrical, in order to sharpen the tool correctly, it is advisable to make a simple fixture by doing the following:
- draw a straight line on the handpiece at an angle of 60 degrees with respect to the working surface of the abrasive disc. The line should be opposite the work surface;
- fasten a piece of metal corner on the handrest, aligning it along the intended line, as shown in the photo below. Those. the corner should also be located in relation to the working surface of the circle at an angle of 60 degrees. You can use a clamp to fix the corner. If you sharpen often, you can drill holes and fix the corner with bolts.

Thanks to this device, you can attach the drill to the back of the corner with your own hands and thus provide a back surface angle of 60 degrees. Now that everything is ready, you can get to work. First of all, you need to install a coarse abrasive disc and turn on the machine. Then you need to properly pick up the drill. To do this, place two fingers of your right hand on the hand rest, and place the tool to be sharpened on them. As a result, the fingers will serve as a support. Grasp the shank of the tool to be sharpened with your left hand. Rotate the drill itself so that the cutting edge that you will sharpen is strictly horizontal.

Now attach the tool with the side plane to the back of the corner and bring your hands to the working surface of the sharpener. Right hand should remain motionless, and the left one, which holds the tool by the shank, should move slightly in the vertical plane, swinging the drill. Thus, sharpening should occur from the cutting edge to the end of the flank.
The sharpening process generates a lot of sparks, so be sure to wear protective goggles for this operation.
According to this scheme, make several shaking movements with your left hand up / down. It is not necessary to strain your hands strongly, since the drill will not vomit from you, so just be careful. Having sharpened one back surface, you should scroll the drill 180 degrees with your left hand and sharpen the second back surface in the same way. Upon completion of work, make sure that the angle of sharpening the drill, i.e. the angle at the top is 120 degrees, which is optimal for a tool for metal. In addition, make sure that the edges and backrests are symmetrical. If the tool is far from ideal, you need to sharpen it further.
I must say that as a result of moving the shank in a vertical plane, the back surface is rounded. Therefore, such sharpening is called conical. It is used for drills with a diameter of more than three millimeters. Correctly sharpening a thinner drill bit for metal is even easier - its cutting part is pressed against the plane of the grindstone and sharpened without any wiggle. As a result, the back surface acquires one flat plane. Therefore, such sharpening is called single-plane. The grip of the drill during this processing is shown in the photo below.

After the sharpening is completed and the tool acquires the correct shape, you need to perform fine-tuning. The fact is that the surface after sharpening with a large abrasive is far from ideal. Therefore, you need to install a disc with fine abrasive on the machine and remove all roughness. As a result, the surface should be perfectly smooth.
It is necessary to bring the tool to be sharpened to the working surface of the sharpener smoothly so that there is no impact.
To make sure the job is done right, try drilling a hole, maybe not even deep, and make sure the edge is smooth and even. This is the main indicator of a sharpened tool.
Drills for wood are also sharpened absolutely. The only thing is that their angle at the top is made sharper - 140 degrees. Accordingly, the tool is brought to the sharpener at an angle of 70 degrees.
No grinding machine - grinder for all occasions
If you do not have a grinding machine, but at the same time you urgently need to sharpen the drill, you can use a grinder (angle grinder). But keep in mind that the grinder is one of the most dangerous hand power tools. Violation of safety regulations when working with it leads to serious injury, and sometimes death. Therefore, if you have no experience with angle grinders, it is better not to try to save money, but to buy a new nozzle.

If you nevertheless decide to sharpen the drills with a grinder, use only the end petal circle for this purpose. In addition, it is desirable that the grinder itself be small, i.e. low power. The sharpening process is as follows:
- 1. The grinder is placed on a horizontal plane with the disc up so that the disc is also horizontal. The tool must be held firmly with your left hand, the power button should also be controlled with the same hand.
- 2. Then the drill must be brought to the disk and sharpened, trying to observe the factory angles. In this case, the grinder should be turned on at minimum speed.
The disadvantage of this method is that sharpening is carried out "by eye", so if you have not sharpened metal drills before, it is better to refuse this method. Inept actions can ruin the instrument even more.
Use the device - when the theory is not needed
The easiest way to sharpen a drill for wood or metal, which does not require any skills and knowledge from you, is to use special tools for a drill or screwdriver. The device is a nozzle with holes of different diameters.

For sharpening, you need to put a nozzle on the power tool, then insert the tool into the hole corresponding to its diameter, and turn it all the way. Special grooves will fix the drill in the working position. Keep in mind that it is extremely important to correctly position the drill in the hole, as only in this case the back surface will be machined at the correct angle. After installing the drill, you need to turn on the power tool and wait a while until one side of it is sharpened. Then the tool to be sharpened must be rotated 180 degrees and the procedure repeated.
The disadvantage of the device is that there is a limitation in diameter. The minimum drill diameter that can be sharpened is 3–3.5 mm, and the maximum is 10 mm. As a rule, the diameter step is 5 mm. However, for domestic purposes, this is quite enough. The cost of such a device ranges from 600 to 4000 rubles, depending on the manufacturer. The most expensive are products from the German manufacturer Bosch.
A few words about the repair of drills for concrete
All of the above methods of sharpening apply to tools for metal and wood. However, a drill with a Pobedite tip can also become dull. At the same time, it behaves in the same way as a tool for metal - it drills poorly, quickly overheats and makes an unpleasant high-frequency sound during operation. I must say that the principle of sharpening pobedit drills is about the same as for metal tools, but there are some important nuances.
First of all, you need to measure the height of the cutting part of a blunt tool. It makes sense to sharpen drills if the height is at least 7-10 mm. If the height is less, it will not be possible to achieve a high-quality result, so it is more profitable to purchase a new nozzle. For sharpening, we need a circle with a diamond coating. Please note that the carbide tip does not tolerate high temperatures. Therefore, it is necessary to work at minimum speed.

To sharpen a carbide drill correctly, you first need to correct the edges of the tip, which are the first to "lick off" in the process of working on concrete. The corners of the soldering edges must be even, i.e. under 90 degrees. Then the rear surfaces are sharpened to the very soldering, as shown in the photo above. If the carbide has worn down to steel, the front end needs to be reground. Otherwise, mild steel will come to the surface of the cutting edge, and accordingly, no drilling efficiency and quality can be achieved from the tool in this case.
To sharpen the drill bit without overheating it, use a coolant - water or machine oil - during operation.
As with any other drill, be sure to keep it symmetrical. The cutting sides must be the same size. If the center of the axis shifts, then the efficiency of the tool will decrease, in addition, the holes will turn out to be uneven. There is also another important rule– the harder the tip, the sharper the point angle should be. For victorious soldering, this angle should be 170 degrees.
That, in fact, is all you need to know for self-sharpening drills.
Accurate and centered drills are required for well-functioning work. We suggest considering where you can buy a machine for sharpening drills, how a home-made unit is made, and also how household models differ from industrial ones and what is their price.
Types of drills and basic concepts
There are several types of drills, because. they are divided according to the principle of operation and the ratio of working surfaces, they also need to be sharpened in different ways, let's get acquainted with the main ones:
- spiral. They are used in almost all types of industry, domestic work, repairs, etc.;
- flat - these are more narrow-profile tools, they are mainly used when drilling holes of large diameters, they got their name due to the flat working edge, which is very similar in shape to a reamer.
Consider the fundamental provisions for sharpening twist drills and countersinks:
During the movement of the cutting surface in the material, chips are formed inside the processed raw material, in particular this process manifests itself in the front surface. It is a large accumulation of chips that plays leading role in the deformation of the plastic parts of the drill: during operation, it heats up, and under the influence of sharp ends of the chips, its working edge changes. Of course, there is a huge difference in the speed of this process, the most dangerous and tough - copper and steel.
Photo - Cleaning the drill from chipsDrilling is carried out according to the following scheme: during operation, a conical surface is described, this shape is also acquired by the working surface of the drill, respectively, the cutting edge becomes somewhat dull and changes its center. All corners of the work surface must be above the end face, this is the only way to ensure a normal and standard relief angle.
The easiest and most effective way to sharpen a drill at home is to use an electric sharpener. You can work with a conventional whetstone made from a mixture of abrasive materials, but such a process will take a lot of time and effort, unlike operating a device with an electric motor. The universal manual grinder has a motor, the speed of which is 1500-2000 min -1 . Optimum power: up to 300 watts. Such models are available from Doctor (Doctor), Vollmer, Sturm, Proxxon, Drill and Weinig.
 Photo - Sharpened drills
Photo - Sharpened drills Orientation is carried out along the cutting edges, it is necessary to act strictly in the direction of the spiral grooves, because they do not change their shape even when exposed to a large amount of chips. We fix the drill so that the edge to be sharpened is strictly parallel to the axis of the grinding tool. The most important question: when is the working part sharpened? As soon as you see a reflection of light from the work surface, this means that the edge has been sharpened. Using the same system, we sharpen the second side.
 Photo - Sharpening drills
Photo - Sharpening drills At the same time, it is very important not to align the drill earlier, in which case you will lose its balance, and during operation the tool will deviate by several degrees from the standard-specified parameters. The angle between the lumps is the most important sharpening parameter.
 Photo - Cutting angle
Photo - Cutting angle Standard sizes have the following form:
Steel alloyed, structural, tool - 90 more degrees;
Soft metals (copper, aluminum, aluminum alloys) - 90-100 degrees;
Wood, plastic, rubber - 90-100;
Bronze, brass - 110-120.
In order to achieve high processing accuracy with your own hands, you need to pay special attention to the standard and deformed parameters. To control the sharpening process, you can order a special drill template with the desired diameter and angle. The photo shows a drill processing scheme with such a device.
 Photo - Sharpening template
Photo - Sharpening template If there is no money or time to purchase a template, use the "old-fashioned" method: we act according to the rule of left-hand mechanics. We bend the arm, and replace it in this way over the drill so that the cutting surface is closed from several sides, a kind of corridor should be obtained. We place a lamp opposite the end surface, and check the evenness and accuracy of sharpening (this will be clearly visible from a distance of 20 cm from the drill, if viewed with one eye).
 Photo - Left hand rule
Photo - Left hand rule  Photo - Glare check
Photo - Glare check Using a homemade electric machine, it is very important to control the process of sharpening drills. For a complete violation of accuracy, it is enough to make a mistake of 1 mm. Small diameter core drill auto sharpener can also be used for discs, knives, scissors, chains, etc.
Video: Sharpening machine Energomash TS 6010C
professional ways
The methods listed above are suitable for narrow-profile home use, but if you need to grind drills in series, then you will not have enough time or energy for manual centering, checking or sharpening. Consider how a professional drill machine is used.
The grinding wheel must be made of fine abrasive material. The sharpening point should be illuminated at the right angle with respect to the drill. The employee must wear safety goggles and gloves.
Step-by-step instruction:

Before choosing a machine for sharpening drills, you need to read reviews about it, carefully study the passport and the possibilities. One mechanics forum even advised to always carry a drill with you so that you can check the effectiveness on the spot.
Price overview
Buying an inexpensive machine for sharpening drills in Ukraine, Russia or Belarus is real, the main thing is to choose the right model (for metal, wood or plastic), caliber (dd750хibm, drillgrind, edbs2001 - universal), and power. We offer to consider the average prices for such devices:
Now desktop and universal machines brands such as DrillGrind, Shturm (manufactured by Energomash), BSG, BSM, ESM, MICRA, V391, Diold, EZS, NKCh. They can be found in a professional store, on the Internet, on the forums under the heading “Sell electrical appliances”. The main thing is to make sure that the documentation corresponds to the data declared by the seller.
I confess that sharpening a tool has always caused me a quiet horror. You need to think not only about a rotating grindstone, which is a source of potential danger, but also to keep the sharpening angle ... I think the article will be useful for beginner brainers, and for experienced comrades, I have a strong request to supplement the information below or tell about my method of maintaining the sharpening angle .
materials
- Wooden block;
- Screw.
Tools
- Protractor;
- Malka (device) is a carpentry and metalwork tool for marking and measuring angles, drawing parallel lines. It consists of two parts fastened together with a clamping screw. The thicker part (block - base) is pressed against the workpiece, the thin part (ruler) is marked. Sometimes a scale for measuring angles is applied between the two parts of the bevel. Large malki can be used in construction work;
- Drill with a drill for wood;
- Screwdriver.
Step 1: 59 degrees

Draw two straight lines on paper at an angle of 59 degrees. The goal is to sharpen the drill at this angle.
Step 2: Mark the corner on the bar

Using a bevel, we transfer the angle of 59 degrees to a wooden block. I used hardwood as a blank. The thickness of the bar is 15 mm. The guide will be a screw with a fine thread for a slotted screwdriver, so the through hole must be slightly smaller in diameter than the diameter of the screw so that it is tightly screwed into the bar. Drilling into wood is easier when you start drilling at an angle. By eye, we determine the place where it is most convenient to place the screw.
Step 3: Screw in the screw and check the angle

We screw the screw into the bar. In advance, you should determine the maximum diameter of the drill that will be sharpened. For this crafts the drill diameter will be more than 15 mm. Therefore, a screw of sufficient length should be selected so that it passes through the block and protrudes by half the largest diameter of the drill being sharpened.
If the angle at which the screw exits the block does not match the reference line, drill another hole and try again.
Step 4: Using a Reference

Turn the screw a few turns so that the end of the thread is above the center of the drill.
Once you've sharpened one side (using the threads of the screw as marks), turn the bit half way and look at the marks on the screw. Repeat the operation for the other side of the drill.
Step 5: Sharpening

As for sharpening drills, the site provides a detailed article. In addition to the material presented in it, I suggest watching a video of an English-speaking kulibin.
Thank you for your attention)
When drilling holes in parts made of metal, the tool used is subject to active wear, which leads to intense heating of the drills and, as a result, to their failure. To avoid this, it is necessary to regularly restore their geometric parameters, and a special device for sharpening drills helps to do this as accurately and efficiently as possible. This simple device, which you can make yourself, allows you to quickly and accurately sharpen dull drills and not spend money on acquiring new ones.
A device designed for sharpening drills is especially relevant in cases where these tools often have to be worked on metal, as a result of which they wear out quickly and require regular restoration. When processing wood, the drill used for these purposes practically does not wear out, therefore, it requires minimal attention to the parameters of its sharpening. For drills, the cutting part of which is equipped with carbide inserts, such a device is also not particularly significant, since they practically do not undergo regrinding and are used by craftsmen until they are completely worn out or broken.
Many experienced specialists do not use sharpening devices at all, relying entirely on their experience and eye. However, as practice shows, in such cases it is better to use devices that allow mechanizing this process. This will ensure maximum accuracy and the required quality of the result.

On the modern market, there are many devices for sharpening drills that allow you to quickly, accurately and accurately restore the geometry of the cutting tool, even if you do not have experience in performing such procedures. Meanwhile, you can not spend money on the purchase of such devices, but make the simplest machine for sharpening drills with your own hands.
Manufacturing options
On whatever device or machine the drill is sharpened for metal, its quality must be controlled. For this, a special template is used, which can also be serial or handmade. This template is necessary primarily to control the accuracy of the angles of the cutting part, which are formed during the sharpening of the drill. Tools used to work with various materials, differ from each other, including the values of such angles. You can find out the exact values \u200b\u200bof the latter from the reference table.

Working with different materials and knowing the angles of the cutting part of the drills for such materials, you can make several templates at once and use them to control the correct sharpening of the same drill, which in this case acts as a universal tool.
As the simplest tool for sharpening drills, you can use a sleeve with an inner diameter corresponding to the transverse size of the drill, rigidly fixed on a reliable base at a certain angle. When choosing a sleeve for such a device, it is necessary to ensure that the diameter of its inner hole strictly corresponds to the transverse size of the drill being sharpened. The tool being machined should not be allowed to dangle in such a hole, since even a 1–2 ° deviation of its axis from the required value can seriously reduce the quality and accuracy of the sharpening performed.

It is better to immediately equip a home-made device for sharpening drills with a holder made of copper or aluminum tubes, the inner diameters of which correspond to the typical sizes of the drills you most often use. You can do it easier and supplement such a device used for sharpening drills with a wooden block. In the bar it is necessary to drill holes corresponding to the dimensions of the tools different diameter. The most important design element of such a device is a handpiece, which simultaneously solves several important tasks:
- ensures the correct fixation of the drill and its precise movement in relation to the surface of the grinding wheel;
- acts as a reliable stop for the machined tool.

A similar device based on an oak bar with holes of different diameters was used by our grandfathers, who used it to perform high-quality and accurate sharpening of drills. The main task to be solved homemade machine or a device used for sharpening drills - correctly orient the cutting part of the drill being processed in relation to the working surface of the grinding wheel.
To make a home-made machine for sharpening drills, you can use various designs of such devices. Corresponding drawings are easy to find on the Internet. Moreover, if you understand the principle of operation of such a device, then you can make your own grinding machine according to your own design.

Fixture details drawings
Promoport Promoport platform Mobile platform
Drill holder and stop screw Turntable Bolts, nuts, pins and washers
There is an important rule that must be observed when working with such a device: during its use, the sharpened drill should not rotate around its axis. If the tool turns even at a small angle, sharpening will have to be done again.
After sharpening the drill, it should be allowed to cool. Then you need to check its restored geometric parameters using a template. It must be borne in mind that the cutting edges of the tool may differ from each other in length by no more than tenths of a millimeter. It is especially important to comply with this requirement for drills with a small diameter.
Among the mistakes made when sharpening drills using such a device, two of the most typical stand out.
- The length of the cutting edges, even with their symmetry and correctly selected angles, is not the same, respectively, the drilling center is offset relative to the tool axis. A drill that has been sharpened with such an error will create a strong beating during the drilling process, and it will be quite difficult to get into the center of the future hole on the surface of the workpiece. A tool sharpened in this way is more likely to break during further operation.
- With precise centering of the drill, the angles under which its cutting edges are located are asymmetrical. Since only one cutting edge will work due to this, drilling will be slow, while the tool tip will actively heat up. This will lead to the tempering of the metal from which the drill is made, and the hole created will be broken (it will have a diameter greater than the transverse dimension of the tool itself).
How to make a twist drill sharpening machine
As a basis for the manufacture of a sharpener for twist drills, you can use any serial grinding unit that can work without runout and withstand significant loads. When equipping such a machine with additional devices, the following requirements must be observed.
- The axis of the handpiece must coincide with the axis of rotation of the grinding wheel, while it can be located with it in the same horizontal plane or be higher than it.
- All elements of the structure to be created must be securely fixed to ensure the safety of grinding work.
- The design of the fixture should allow for the possibility of sharpening drills both in manual and semi-automatic modes.
- The device of the handpiece should provide for the possibility of positioning the drill shank at any angle.

In the manufacture of this device for sharpening drills do not require complex technical devices and scarce materials that will have to be purchased additionally. All components can be found in almost any home workshop or garage. As equipment and tools with which such components will be finalized before assembling the fixture, you can use an ordinary grinder and a welding machine.
Since the stop of such a device must be oscillating, which is necessary for sharpening drills in semi-automatic mode, a loop connection should be used to fix it. When selecting a tube, bracket and bolt for the mounting unit, it should be borne in mind that there must be no backlash in the fixture. Homemade of the proposed design has two degrees of freedom.

The platform of such a device, on which the processed drill is fixed, has the ability to rotate along the vertical axis, making it possible to change the angle of sharpening the tool. In addition, the tool resting on a horizontal axis can oscillate, which ensures correct articulation during sharpening.
For the manufacture of structural elements of such a device, sheet metal different thickness, namely:
- base plate - 4 mm;
- guide plate for drill - 5 mm;
- other structural elements - 3 mm.
The handpiece of the device, on the upper part of which the base plate is installed, must be securely fixed to the body of the grinding machine. For this, an additional metal “cheek” is used, which is connected to the device bracket.
The guide plate, on the surface of which it is necessary to make a triangular groove designed to accommodate the machined tool, is fixed on the base plate with a screw connection.

device and design features of the considered device for sharpening drills allow it to rotate at an angle of up to 90 °. Thanks to this ability, almost any of the methods used today can be used to sharpen drills with this device.
The drill sharpened with such a device fits into the guide groove and can move freely in it in the longitudinal direction. In this case, the sharpening angle of the tool does not change.

Since the upper surface of the base plate is located slightly above the axis of rotation of the grinding wheel, when using such a device, the optimal shape of sharpening the rear surface of the drill is achieved.
The process of sharpening drills using such a device is as follows.
- The tool is positioned in the guide groove of the fixture so that its cutting edge is parallel to the edge of the guide plate.
- After adjusting the position, the drill is slowly fed to the working surface of the rotating grinding wheel.
It well demonstrates the process of working with such a device video, which is easy to find on the Internet.
Despite the simplicity of design, such a device provides high precision performed sharpening, for quality control of which you can not even use the template. By fixing the oscillating plate of this jig to a fixed angle, it can also be used to sharpen drills equipped with carbide inserts.
In order to successfully sharpen drill bits for metal, most of which are made of high speed steel, it is necessary to use a sufficiently hard grinding wheel. In this capacity, you can use an abrasive tool made of silicon carbide. These wheels, which are recognizable by their green color and the 64C marking, should have a grain size in the range of 8H - 16H. When using discs made of this material, it must be borne in mind that they get very hot during operation, so the drill being sharpened should not be allowed to be in prolonged contact with the abrasive tool. In order to prevent the drill from overheating when it is sharpened on such a disk, the tool must be regularly cooled using an aqueous solution of soda.
Or a workshop greatly facilitates work and allows you to enjoy working with it. The same applies to drills. But even the most expensive of them become dull or break over time. But not everyone, especially beginners, have the skill to properly sharpen drills, and constantly buying new ones is quite expensive. For such cases, you can assemble a special device for sharpening them. This machine is quite simple, but still can greatly facilitate this process.
It is especially convenient for working with small diameters, since they are the most difficult to sharpen.
The machine consists of a grinding machine and a device for attaching a drill.
The principle of its operation is as follows: The drill is rigidly fixed to the coiled part in special vices. Their angle with respect to the grindstone is set using a square, for metal drills it is 60 degrees. Thus, one of the edges is sharpened, then the fixture is turned over and the other edge is sharpened.
The difference between this project and many of those posted on the net, according to the author, is the use of these same jewelry vise as a retainer. They are commercially available and cost a little.
Here's what they look like:
The principle of their operation, as with conventional yews: the handle rotates in one direction - the jaws open, rotates in the opposite direction - the jaws are clamped, you can fix the workpiece or part.
For use in the machine, you need to redo them a little. The native rivets are removed, such self-made plates are installed and riveted again.


When clamping the drill, the cutting edges must be parallel to the jaws.

Further, in the newly attached plates, four holes are drilled equidistant from their center. They should be located at an angle of 90 degrees with respect to the drill clamped in vise.

Later, alternately (for each face), an axis will pass through these two holes, which will fix the entire system. Get the effect of "swing". Much attention should be paid to the marking of the holes, since the quality of sharpening drills depends on their location.
In this case, the supports of this "swing" are two cases from under gutted door locks, but they can be made from scratch by cutting metal or wood racks.

They are firmly attached to wooden playground.
On its four edges, four screws are screwed in to adjust the desired height.
It would be best to place the grinder and rocker on the same panel.

Vices are installed between the racks and hung on the axis.

The fixture is set at the desired angle (60 degrees) to the surface of the circle and one of the edges is sharpened.

We turn the vise 180 degrees, the axis is threaded through the opposite holes, the other side is sharpened.

The finished result turned out pretty good, considering (according to the author) a lot of wear on the old vices. In the photo, a drill with a diameter of 1.5 mm.