Технологийн туршилтууд. Металлын механик шинж чанар ба хоолойн технологийн туршилт
5. Металл ба хайлшийн технологийн туршилт
Металл ба хайлшийг янз бүрийн төрлийн технологийн боловсруулалт (хэлбэржүүлэх, зүсэх, гагнах) хийх чадвар нь тэдгээрийн технологийн шинж чанараас хамаарна. Технологийн шинж чанарыг тодорхойлохын тулд туршилтыг үйлдвэрлэлийн нөхцөлд ихэвчлэн ашигладаг технологийн дээжийг ашиглан хийдэг. Технологийн туршилтууд нь гулзайлгах, эвдрэх, тэгшлэх, ирмэгээр бэхлэх, хоолойг гулзайлгах болон бусад олон туршилтуудыг багтаадаг. Технологийн олон дээж, туршилтын аргуудыг стандартчилсан байдаг.
Технологийн туршилтын үр дүнд үндэслэн тухайн материалаас өндөр чанартай бүтээгдэхүүн үйлдвэрлэх боломжийг энэ үйлдвэрлэлд батлагдсан технологийн процесст тохирсон нөхцөлд тодорхойлно.
Гулзайлтын туршилт (ГОСТ 14019 -- 80) нь материалын тодорхой гулзайлтын хэв гажилтыг устгахгүйгээр тэсвэрлэх чадварыг тодорхойлоход хэрэглэгддэг. Дээж / (Зураг 6, а) 2-р амны тусламжтайгаар булны 3-ын хоорондох даралтын хүчний үйлчлэлээр өгөгдсөн өнцгөөр нугалав. Материалын гулзайлтын хэв гажилтыг тэсвэрлэх чадвар нь өгөгдсөн гулзайлтын өнцгөөр тодорхойлогддог a. Дээжийг 180 ° нугалахад материал нь хамгийн их гулзайлтын хэв гажилтыг тэсвэрлэх чадвартай. Туршилтанд тэнцсэн дээж нь хагарал, урагдсан, цоорхойгүй байх ёстой.
30 мм хүртэл зузаантай хуудас, урт бүтээгдэхүүн - саваа, суваг, өнцөг - гулзайлтын туршилтанд хамрагдана.
Цагаан будаа. 6. Технологийн туршилтууд:
a - гулзайлгах, б - эвдрэх, в - хоолой тэгшлэх, г - ирмэгийн хоолой, г - гулзайлтын хоолой; 1 - дээж, 2 - мандал, 3 - бул,
Уурлахын өмнөх дээж, 5 - цочирдсоны дараа дээж, 6 - хоолой
Металлын өгөгдсөн хуванцар хэв гажилтыг тэсвэрлэх чадварыг тодорхойлоход бухимдлын туршилтыг (ГОСТ 8817--82) ашигладаг. Дээж 4-ийг халуун эсвэл хүйтэн төлөвт пресс эсвэл алх ашиглан тодорхой өндөрт суулгана h (Зураг 6.6). Уналтын туршилтыг 3-аас 30 мм-ийн хүйтэн төлөвт, 5-аас 150 мм-ийн халуун төлөвт дөрвөлжингийн диаметр эсвэл хажуу талтай дугуй эсвэл дөрвөлжин дээж дээр гүйцэтгэдэг. Ган дээжийн өндөр нь хоёр диаметртэй тэнцүү байх ёстой бөгөөд өнгөт хайлшаар хийсэн дээж нь дор хаяж 1.5 диаметртэй байх ёстой. Дээж дээр ямар нэгэн хагарал, урагдах, хугарах зүйл байхгүй бол туршилтанд тэнцсэн гэж үзнэ.
Хоолойг тэгшлэх туршилтыг (ГОСТ 8695 -- 75) тодорхой өндөрт H (Зураг 6, в) хагарал, урагдахгүйгээр тэгшлэх чадварыг тодорхойлоход ашигладаг. 6-р хоолойн төгсгөл буюу түүний 20...50 мм урттай хэсэг нь хоёр зэрэгцээ хавтгайн хооронд тэгшлэв. Хоолойг гагнаж байгаа бол хоолой дээрх давхаргыг зурагт үзүүлсэн шиг хэвтээ тэнхлэгийн дагуу байрлуулна. Хоолойг 25 мм / мин-ээс ихгүй хурдтайгаар жигд тэгшлэв. Дээж дээр хагарал, урагдахгүй бол сорилтод тэнцсэн гэж үзнэ.
Хоолойн ирмэгийн туршилтыг (ГОСТ 8693-80) хоолойг 90 ° өнцгөөр бэхлэх чадварыг тодорхойлоход ашигладаг. Хоолойн төгсгөл 6 (Зураг 6, d) нь өгөгдсөн D диаметртэй фланцыг олж авах хүртэл даралтын хүч P-тэй mandrel 2 ашиглан фланцтай байна. дор хаяж 50). Бөмбөлөг үүсгэхэд ашигласан эрдэнийн муруйлтын радиус нь хоолойн хананы зузаанаас 2 дахин (R=2s) тэнцүү байх ёстой. Хоног дээр урагдалт, хагарал илрээгүй тохиолдолд ирмэгийг өндөр чанартай гэж үзнэ.
Хоолойг гулзайлтын туршилтыг (ГОСТ 3728--78) 90 ° өнцгөөр хагарал, урагдахгүйгээр гулзайлгах чадварыг тодорхойлоход ашигладаг. Туршилт хийхээс өмнө хоолой 6 (Зураг 6, (3)) цэвэр, хуурай голын элс эсвэл бусад дүүргэгчээр дүүргэнэ. Туршилт нь дээжийг ямар ч аргаар нугалж, гаднах диаметр нь D диаметртэй байхаар дээжийг нугалахад оршино. Эхнийхээс 85% -иас багагүй газар 60 мм хүртэл гадна диаметртэй хоолойг туршихын тулд тэдгээрийн 60 мм ба түүнээс дээш голчтой хэсгүүдийг ашиглана - 10 мм-ийн өргөнтэй хоолойноос таслагдсан уртааш тууз. . Дээж дээр ямар нэгэн хугаралт, урагдаж, цооролт байхгүй бол сорилтод тэнцсэн гэж үзнэ.
Гагнасан тулгаа холболтын бат бөх чанарыг тодорхойлохын тулд гагнуурын туршилтыг хийдэг. Гагнасан дээжийг өгөгдсөн өнцгөөр нугалж (6-р зургийг үз, а) эсвэл хурцадмал байдалд туршина. Дараа нь туршилтын металлын гагнасан болон гагнаагүй дээжийн бат бэхийг харьцуулна.
Цутгамал төмрийн төрөл. Өнгөт металлын шинж чанар
Технологийн хувьд бүх өнгөт металлыг өнгөт металл гэж ангилдаг. Тэдгээрийн үндсэн дээр нисэхийн материалын шаардлагад нийцсэн олон төрлийн шинж чанартай олон тооны хайлшийг бий болгосон. Үүнд: их хэмжээний механик хүч чадал...
Соронзон импульсийн боловсруулалтыг ашигласны үр дүнд 5 мм хүртэл зузаантай хуудас, хоолойн хоосон зайг тамгалах боломжтой юм шиг санагддаг. Ажлын хэсгүүдийн хэмжээс (диаметр, боловсруулсан талбай) нь угсралтын эрчим хүчний нөөцөөр тодорхойлогддог ...
Өндөр хүчин чадалтай металл хэлбэржүүлэх аргууд
Хэт уян хатан чанар нь поликристал (хэт ширхэгтэй) материалын харьцангуй өндөр температур, бага хүчдэлд (2.....) маш их хэмжээгээр (Ek > 200% хүртэл) жигд хуванцар деформац хийх чадварыг хэлнэ.
Өндөр хүчин чадалтай металл хэлбэржүүлэх аргууд
Хэт уян хатан чанарыг хэвлэх технологид ихэвчлэн ашигладаг ...
Хуванцар хэв гажилтын аргыг ашиглан эд анги үйлдвэрлэх
Металл гулсмал нь металл болон металл хайлшийг даралтын аргаар боловсруулах арга бөгөөд тэдгээрийг цувих тээрмийн эргэлдэх өнхрөх хооронд шахахаас бүрддэг. Роллерууд нь ихэвчлэн цилиндр хэлбэртэй байдаг ...
TV3–117 VMA–SBM1 цуврал турбопроп хөдөлгүүрт зориулсан туршилтын станц
Загварын туршилтыг дараахь зорилгоор гүйцэтгэдэг: - үйлдвэрлэлийн хөдөлгүүрийг сайжруулахын тулд хийгдсэн дизайн, технологийн өөрчлөлтийг шалгах; - засварын технологийг шалгаж байна ...
Металл ба хайлшийн талстжилт
Кристалжилт - металл (хайлш) шингэнээс хатуу төлөвт шилжих үйл явц - ... нөхцөлд явагддаг.
Хайлшийн цутгах шинж чанар. өнхрөх тээрэм. Гагнуурын физик
Гагнуур гэдэг нь атом хоорондын наалдамхай хүчний нөлөөгөөр хатуу материалаас салангид хэсгүүдийн байнгын холболтыг дулааны болон дулааны хэрэглээгүйгээр олж авах үйл явц юм ...
Хатуулаг хэмжих склерометрийн цогцолборыг шинэчлэх
Аргын мөн чанар нь алмаазан үзүүртэй тодорхой масстай довтлогч туршилтын гадаргуу дээр тодорхой өндрөөс чөлөөтэй, босоо тэнхлэгээр унах явдал юм [СамГТУ.200501.059.009.06]...
Материалын үндэс
Металл нь тодорхой атомуудтай холбоогүй чөлөөт электронуудтай энгийн бодисууд бөгөөд тэдгээр нь биеийн бүх эзэлхүүнээр хөдөлж чаддаг. Металл бодисын төлөв байдлын энэ онцлог нь металлын шинж чанарыг тодорхойлдог...
Хайлшийн бүтэц, шинж чанар
Даралт боловсруулах технологи
Хүйтэн тамга гэдэг нь ажлын хэсгийг урьдчилан халаахгүйгээр метал ба хайлшийг тамгалах, өөрөөр хэлбэл. өрөөний температурт ...
Хатуу гянт болд агуулаагүй хайлшийг үйлдвэрлэх технологи ба хэрэглээний шинж чанарууд
Гянт болдгүй хатуу хайлшийн чанарын хяналтыг ГОСТ 20019-74 "Хатуу хайлш. Хүч чадлыг тодорхойлох арга"; ГОСТ 20017-74 “Хатуу хайлш...
Гагнуурын технологи
Металл болон хайлшийн гагнах чадварыг тэдгээрийн гагнах чадвараар үнэлдэг. Гагнуурын чадвар гэдэг нь тогтоосон гагнуурын технологийн дагуу шаардлагад нийцсэн холболт үүсгэх металлын шинж чанар буюу шинж чанаруудын нэгдэл юм...
Туршилт
металл боловсруулах технологийн талаар
сэдэв: Хуудас металл боловсруулах
1. Эриксений аргын дагуу турших замаар гүн зурахад хуудас материалын тохиромжтой байдлыг тодорхойлох.
2. Бөмбөлгүүдийгээр дугуй нүхлэх
3. Уян харимхай багажаар цоолох
4. Металлын хэт уян хатан байдлын параметрүүдийг тодорхойлох
Уран зохиол
1. Эриксений аргын дагуу турших замаар гүн зурахад хуудас материалын тохиромжтой байдлыг тодорхойлох.
Металл зурахад тохиромжтой эсэхийг дээжийн шугаман суналтын туршилтын үр дүнд тодорхойлсон уян хатан байдлын үзүүлэлтээр тодорхойлж болно: уналтын бат бэхийн суналтын бат бэхийн y/yv, хатуурлын индекс. П, анизотропийн коэффициент Р б.
Металлуудтай
y t / y v = 0.65 - 0.75, П > 0,2, Рб? 1.0.
Суналтын туршилт хийх, металлын уян хатан байдлын дээрх үзүүлэлтүүдийг тодорхойлох нь тусгай тоног төхөөрөмж, өндөр мэргэшсэн боловсон хүчин, мөн ихээхэн хэмжээний хөрөнгө оруулалт шаарддаг. Тиймээс ийм туршилтыг лабораторийн нөхцөлд хийдэг. Үйлдвэрлэлд илүү хялбар, хөдөлмөр бага шаарддаг технологийн туршилтуудыг хийдэг. Эдгээр туршилтуудын нэг нь MLT-10G төхөөрөмж дээрх ГОСТ 10510-80 (Эриксений арга) дагуу бөмбөрцөг нүхний зургийн туршилт юм.
Эриксений аргыг ашиглан хуудас материалыг турших гэдэг нь технологийн туршилтыг хэлдэг бөгөөд энэ нь хуудасны металлын технологийн боловсруулалтын явцад тохиолддог шиг хуванцар деформацид орох чадварыг тодорхойлох гэсэн үг юм.
Хуудасны металл зурах ажилд материалын тохиромжтой байдлыг тогтоохын тулд гурван үндсэн төрлийн туршилтыг ашигладаг.
v бөмбөрцөг хэлбэрийн нүхний шахалтын гүнийг турших;
v тагны зургийн гүнд хийсэн туршилтууд;
v нүхийг сунгах.
MLT-10G төхөөрөмж нь дээрх гурван төрлийн туршилтыг хийх боломжийг танд олгоно.
Эриксений арга нь контурын дагуу хавчуулсан дээжинд цоолтуурын тусламжтайгаар бөмбөрцөг хэлбэрийн нүх гаргахаас бүрдэнэ. 3 бөмбөрцөг хэлбэрийн ажлын гадаргуутай (Зураг 1.1).
Дээж нь матрицын хооронд бэхлэгдсэн байна 1 ба хавчих цагираг 2 . Туршилтыг дуусгах шалгуур нь дээжийн гадаргуу дээр ан цав үүсэх мөч юм. Металлын зурах чадварын хэмжүүр бол гүн юм. h сунасан нүх. Сунгасан нүхний гүнээс хамааран металыг нэг буюу өөр зургийн ангилалд ангилдаг (Хүснэгт 1.1).
Зураг 1.1 - Бөмбөрцөг нүхийг зурах схем: 1 - матриц; 2 - даралтын цагираг, 3 - цоолтуурын
Хүснэгт 1.1 - Эриксений аргыг ашиглан материалыг турших стандарт
ГОСТ 10510--80-ийн дагуу хавчих хүч Qдээжээс матриц руу 10 - 11 кН байх ёстой.
Туршилтын үндсэн үзүүлэлт болох бөмбөрцөг нүхний зургийн гүнээс гадна металлын чанарыг устгалын шинж чанар, зурсан нүхний гадаргуугийн төлөв байдлаас хамаарч үнэлж болно. Дугуй нумын дагуу дээжийн хагарал (Зураг 1.2, А) металлын изотропийг заана. Шулуун шугамаар таслах (Зураг 1.2, б) металлын туузан бичил бүтцийг заана. Нүхний гөлгөр гадаргуу нь нарийн ширхэгтэй бүтцийг илтгэдэг бол барзгар гадаргуу ("жүржийн хальс") нь металлын бүдүүн ширхэгтэй бүтцийг илэрхийлдэг.
Зураг 1.2 - Бөмбөрцөг хэлбэрийн нүхийг зурах (бүргэх) үед ажлын хэсгүүдийг устгах төрөл
Материаллаг дэмжлэг
v туршилтын машин MTL-10G (Зураг 1.3);
v бөмбөрцөг сегментийг зурах (бүрдүүлэх) тоног төхөөрөмжийн багц: 20 мм-ийн диаметртэй цоолтуурын, матриц, хавчих цагираг, диаметр хэмжигч, микрометр;
v (70-100) х (70-100) мм хэмжээтэй карт эсвэл 70-100 мм диаметртэй дугуй хэлбэртэй 0.8 - 2.0 мм зузаантай нүүрстөрөгч эсвэл бүтцийн гангаар хийсэн дээж.
Зураг 1.3 - MTL-10G туршилтын машины диаграмм: 1 - жолооны хүрд; 2 - тэмдэглэгээ бүхий угаагч; 3 - хавчих цагираг бүхий бут; 4 - бөмбөрцөг цоолтуур; 5 - яндангийн цэг; 6 - толь; 7 - хавар ачаалалтай таглаа; 8 - шураг.
MLT-10G машин нь дараах байдлаар ажилладаг. Жолооны хүрд 1-ийг эргүүлснээр их биетэй урсгалтай холболтоор холбогдсон ханцуй 3, түүнчлэн ханцуйндаа 3-д хаврын бөглөө 7-оор түгжигдсэн шураг 8-ыг баруун тийш шилжүүлнэ. Энэ тохиолдолд. бэлдэцийг ханцуйны хавчих цагираг 3 ба олборлох цэг 5 хооронд нягт хавчуулсан байна.
Дараа нь пүршийг шахах замаар таглаа 7 нь шураг 8 дахь сохор ховилоос гарна. Жолооны хүрд 1-ийг цааш эргүүлэхэд ханцуйны 3 нүхэнд байгаа утас дагуу шураг 8 ханцуйндаа баруун тийш хөдөлнө. 3 хөдөлгөөнгүй.Бөөрөнхий цоолтуур 4, шураг 8-тай хамт хөдөлж, хавчууртай бэлдэцийг яндангийн хөндийн шил рүү хэв гажилт 5. Цутгасан бэлдэцэд ан цав үүсэхийг толин тусгал 6 ашиглан нүдээр тэмдэглэнэ.
2. Бөмбөлгүүдийгээр дугуй нүхлэх
металл цооногийг тамгалах супер хуванцар
Цооногийн фланц нь маркийн үйлдвэрлэлд өргөн хэрэглэгддэг бөгөөд зургийн үйлдлийг дараа нь ёроолыг огтлох замаар орлуулдаг. Цооногийг шатаах нь зураг зурахад хэцүү, хэд хэдэн шилжилт хийх шаардлагатай үед том фланцтай эд анги үйлдвэрлэхэд үр дүнтэй ашиглагддаг. Одоогоор 3 х 1000 мм-ийн диаметртэй, 0.3 х 30 мм-ийн материалын зузаантай нүхийг фланцаар үйлдвэрлэж байна.
Хоног гэж бид хүйтэн хуудас тамгалах ажиллагааг хэлдэг бөгөөд үүний үр дүнд ажлын хэсгийн дотоод (дотоод фланц) эсвэл гадаад (гадаад фланц) контурын дагуу фланц үүсдэг. Үндсэндээ дугуй нүхний дотоод фланцыг гүйцэтгэдэг. Энэ тохиолдолд ирмэгийг үүсэх нь матрицын нүхэнд өмнө нь цоолсон нүхтэй ажлын хэсгийн хэсгийг эсвэл ирмэгийн хамт нэгэн зэрэг дарж гүйцэтгэнэ. Дугуй нүхний фланцын загварыг Зураг 2.1-т үзүүлэв. Фланцын нэг төрөл нь сийрэгжүүлсэн ханатай фланц юм.
Зураг 2.1 - Дугуй нүхний фланц хийх схемүүд: a) бөмбөрцөг цоолтуурын тусламжтайгаар; б) цилиндр цоолтуур
Бөөрөнхий нүхнүүд нь бөмбөрцөг хэлбэртэй байна (Зураг 2.1 А) эсвэл цилиндр цоолтуур (Зураг 2.1 б). Сүүлчийн тохиолдолд цоолтуурын ажлын төгсгөлийг бэхэлгээний (барьдагч) хэлбэрээр хийж, ажлын хэсгийг нүхний дагуу төвлөрүүлж, диаметрийн ажлын хэсэг рүү конус хэлбэрийн шилжилтийг хангана. гП.
Хоног залгах үед металлын хэв гажилт нь дараах өөрчлөлтүүдээр тодорхойлогддог: шүргэгч чиглэлд суналт ба материалын зузаан багасч байгаа нь ажлын хэсэгт хэрэглэсэн радиаль цагирагны тороор нотлогддог (Зураг 2.2). Төвлөрсөн тойргийн хоорондох зай нь мэдэгдэхүйц өөрчлөлтгүй хэвээр байна.
Зураг 2.2 - Хоног бэхлэхээс өмнө ба дараа хийсэн ажлын хэсэг
Хоног цооногийн хэв гажилтын зэргийг ажлын хэсгийн нүхний диаметрийн харьцаагаар тодорхойлно. гба хажуугийн диаметр Дэсвэл фланцын коэффициент гэж нэрлэгддэг:
TO = г/Д,
Хаана Ддунд шугамаар тодорхойлогдоно (Зураг 2.2-ыг үз).
Хэрэв фланцын коэффициент нь хязгаараас хэтэрсэн бол TOөмнө нь хажуугийн хананд хагарал үүсдэг.
Тухайн материалын хязгаарлах фланцын коэффициентийг дараахь томъёогоор аналитик байдлаар тооцоолж болно.
энд h - фланцын нөхцлөөр тодорхойлсон коэффициент;
d нь суналтын туршилтаар тодорхойлогдсон харьцангуй суналт.
Хамгийн их фланцын коэффициентийн утга нь дараахь хүчин зүйлээс хамаарна.
1) боловсруулалтын шинж чанар, нүхний ирмэгийн байдал (өрөмдлөг, цоолох, цоорхой байгаа эсэх);
2) ажлын хэсгийн харьцангуй зузаан с/Д;
3) материалын төрөл, түүний механик шинж чанар;
4) цоолтуурын ажлын хэсгийн хэлбэр.
Хамгийн их зөвшөөрөгдөх фланцын коэффициент нь ажлын хэсгийн харьцангуй зузаанаас шууд хамааралтай, өөрөөр хэлбэл бууралттай байдаг. г/схамгийн их зөвшөөрөгдөх фланцын коэффициентийн утга TOурьдчилсан буурч, хэв гажилтын зэрэг нэмэгддэг. Үүнээс гадна үнэ цэнэ TOУрьдчилсан хэмжээ нь нүүрстөрөгч багатай гангийн хувьд 2.1-р хүснэгтэд үзүүлсэн фланцтай нүхийг олж авах аргаас хамаарна. Хүснэгт 2.2-т өнгөт материалын фланцын коэффициентийн хязгаарын утгыг харуулав.
Нүхний ирмэг дэх согогийн улмаас ирмэгийн хананы сийрэгжилтийн зөвшөөрөгдөх утга (хөрсөг, ажлын хатуурал гэх мэт) нь суналтын туршилтын үед хөндлөн нарийссан хэмжээнээс хамаагүй бага байна. Хажуугийн ирмэг дээрх хамгийн бага зузаан нь:
Хүснэгт 2.1 - Тооцоолсон утгууд TOзөөлөн гангийн урьдчилсан
|
Цоолборын төрөл |
Нүх хийх арга |
Үнэ цэнэ TOхамаарахаас өмнө г/с |
|||||||||||
|
бөмбөрцөг хэлбэртэй |
|||||||||||||
|
тамга цоолох |
|||||||||||||
|
цилиндр хэлбэртэй |
өрөмдлөгийн хамт өрөмдлөгийн |
||||||||||||
|
тамга цоолох |
Дугуй нүхний фланцын технологийн параметрийн тооцоог дараах байдлаар гүйцэтгэнэ. Эхний параметрүүд нь дотоод диаметр юм Ддотоод фланцтай нүх ба хажуугийн өндөр Н, зургийн дэлгэрэнгүйгээр тодорхойлсон. Тодорхойлсон параметрүүд дээр үндэслэн шаардлагатай диаметрийг тооцоолно гтехнологийн цоорхой.
Хүснэгт 2.2 - Утга TOөнгөт металл болон хайлшийг урьдчилан
Харьцангуй өндөр талын хувьд диаметрийг тооцоолно гфланц хийхээс өмнө ба дараа ажлын хэсгийн эзлэхүүний тэнцүү байдалд үндэслэн гүйцэтгэнэ.
Хаана Д 1 = г n + 2( rм + с).
Энэ томъёонд геометрийн параметрүүдийг Зураг 2.1-ийн дагуу тодорхойлно.
Бага талын хувьд тооцооллыг радиаль хэсэгт ердийн гулзайлтын нөхцлөөс хийж болно.
г = Д + 0,86rм - 2 Н - 0,57с.
Дараа нь тэд нэг шилжилтээр фланц хийх боломжийг шалгадаг. Үүнийг хийхийн тулд фланцын коэффициентийг (14-р хуудсыг үз) хязгаарын утгатай харьцуулна TOөмнөх: TO > TOөмнөх
Цилиндр цоолтуурын тусламжтайгаар дугуй нүхний фланцын хүчийг ойролцоогоор томъёогоор тодорхойлж болно
Энд s T нь материалын уналтын бат бэх.
Цоолтуурын ажлын хэсгийн контурын хэлбэрээс хамааран фланц хийх үед хүчний өөрчлөлтийн шинж чанарыг Зураг 2.3-т үзүүлэв.
Зураг 2.3 - Янз бүрийн цоолтуурын хэлбэртэй дугуй нүхийг бэхлэх хүчний диаграмм ба шилжилтүүд: А) муруй шугаман; б) бөмбөрцөг; В) цилиндр хэлбэртэй
3. Уян харимхай багажаар цоолох
Хуудас тамгалах уламжлалт аргуудыг ашиглах нь үнэтэй тамга дарах тоног төхөөрөмж үйлдвэрлэхтэй холбоотой бөгөөд зөвхөн их хэмжээний болон бөөнөөр үйлдвэрлэхэд үр дүнтэй байдаг. Бага оврын болон туршилтын үйлдвэрлэлд ердийн хэв маягийн загварыг ашиглах тохиолдолд хүйтэн хуудас тамгалах нь эдийн засгийн хувьд ашиггүй, өөрөөр хэлбэл тамга дарах төхөөрөмжийн зардал гарахгүй.
Бага оврын болон туршилтын үйлдвэрлэлд хэмнэлттэй тамга дарах аргуудын нэг нь ажлын багажийн аль нэг нь резин эсвэл полиуретанаар хийгдсэн үед уян харимхай хэрэгслээр тамгалах явдал юм. Үүний зэрэгцээ багажны дизайныг ихээхэн хялбарчилж, үйлдвэрлэлийн өртөг багасч, хоёрдахь ажлын багажийг үйлдвэрлэх, суурилуулах хэрэгцээг арилгаж, үйлдвэрлэлд бэлтгэх хугацаа багасч байна.
Уян хэрэгслээр тамгалах нь тусгаарлах - зүсэх, цоолох, хэлбэр өөрчлөх үйл ажиллагаанд - гулзайлгах, зурах, хэлбэржүүлэхэд хоёуланд нь ашиглагддаг.
Каучук ба полиуретаныг дарахад уян харимхай зөөгч болгон ашигладаг. Резин нь элэгдэлд тэсвэртэй, харьцангуй бага даралттай ажилладаг бөгөөд ихэвчлэн 20 цаг 30 МПа-аас ихгүй байдаг.
Саяхан резинэн оронд полиуретаныг илүү ихээр ашиглах болсон. Полиуретан нь элэгдэлд илүү тэсвэртэй бөгөөд 1000 МПа (хаалттай эзэлхүүнтэй) даралтыг тэсвэрлэх чадвартай. Полиуретаны бат бөх чанар нь резинээс 6 цаг 8 дахин их, 600 МПа хүрдэг. Хамгийн түгээмэл хэрэглэгддэг полиуретан нь SKU-6L, SKU-7L, SKU-PFL брэндүүд юм. Сүүлчийн зэрэглэлийг ихэвчлэн салгах ажилд ашигладаг.
Уян зөөвөрлөгчийг салгах үйлдлийг гүйцэтгэхэд онцгой үр дүнтэй ашигладаг. Полиуретан ашиглан та хөнгөн цагааны хайлшаас 3 мм хүртэл зузаантай хэсгийг хайчилж болно; ган (хайлш ба нүүрстөрөгч), гууль, хүрэл 2 мм хүртэл зузаантай.
Зүсэх, цоолох зориулалттай ердийн бүх нийтийн төхөөрөмжийг Зураг 3.1-д үзүүлэв. Нэг хэвлэлийн цохилтоор хэсгийг контурын дагуу хайчилж, зүсэх загварын тохиргооны дагуу нүх, ховилыг цоолно. Уян хэрэгсэл байрладаг сав нь ихэвчлэн хэвийн болсны дараа хатуулагтай 40X гангаар хийгдсэн байдаг H.R.C. 28 цаг 32.
Энгийн тохиргоотой, 2 х 3 мм-ээс их зузаантай хайчлах загваруудыг U 8, U 8A, U 10, U 10A зэрэглэлийн нүүрстөрөгчийн гангаар хийсэн. Илүү нимгэн, контурын хувьд илүү төвөгтэй загваруудыг X 12, X 12M, X 12F 1 зэрэглэлийн хайлш гангаар хийдэг. Хатуурсны дараа загварын хатуулаг нь: H.R.C. 56 цаг 60, нунтаглалтын дараах ажлын гадаргуугийн тэгш бус байдал Ра 0.25 цаг 1.00.
Хэсэг огтлох үед зүсэх загварын өндөр нь маш чухал бөгөөд үүнээс материалын хог хаягдлын хэмжээ, тухайн хэсгийн чанар хамаарна. Загварын хамгийн оновчтой өндөр Н(мм-ээр), хуванцар материалаас ажлын хэсгийг өндөр чанартай огтлохыг томъёогоор тодорхойлж болно
Энд d r - материалын харьцангуй жигд суналт;
с- материалын зузаан, мм.
Зураг 3.1 - Уян зөөгчөөр зүсэх, цоолох тамга: 1 - сав; 2 - угаагч; 3 - уян харимхай хэрэгсэл; 4 - ажлын хэсэг; 5 - хайчлах загвар; 6 - үхрийн хавтан
Уян хатан блокийн өндөр Н e (мм) нөхцөлөөс сонгогдоно
Нд 3 Х + 10, (3.2)
Хаана Нмиллиметрээр авсан.
Шаардлагатай материалын тэтгэмж Л(мм) энгийн контуртай хэсгүүдийг огтлох үед томъёогоор тодорхойлно
Хаана е- ажлын хэсэг ба хэвний хавтангийн хоорондох үрэлтийн коэффициент.
Муруй хэлбэртэй хэсгүүдийг огтлох үед тэтгэмжийн хэмжээ Л(мм)-ийг дараахь байдлаар тодорхойлно.
Хаана Р- хэсгийн контурын муруйлтын радиус хаана байна (гүдгэр контурын хувьд нэмэх тэмдгийг, хонхойсон контурын хувьд хасах тэмдгийг авна).
Контурын дагуу хэсгийг таслахад шаардагдах даралт нь материалын механик шинж чанар, түүний зузаан, зүсэх загварын өндрөөс хамаарна. Гүдгэр (нэмэх тэмдэг) эсвэл хотгор (хасах тэмдэг) муруй хэсгийн хувьд огтлох даралт qтомъёогоор тодорхойлно
ба томъёоны дагуу шулуун хэсгийн хувьд
q = с s in / Х. (3.6)
Жижиг диаметртэй нүхийг цоолох зориулалттай гдаралт нь:
q = 3с s in / г, (3.7)
мөн хэмжээс бүхий жижиг ховилыг огтлох зориулалттай А б
Контурын дагуу хэсгийг хайчилж, нүх, ховилыг нэгэн зэрэг цоолох үед шаардлагатай даралтыг хамгийн их утгаар тодорхойлно. qмакс, энэ нь дүрмээр бол хамгийн бага талбайтай нүх, ховилтой тохирч байна.
Хүчээр дарах Р, салгах үйл ажиллагааг гүйцэтгэхэд шаардлагатай, уян хатан багажийн үрэлт, шахалтын алдагдлын коэффициентийг томъёоны дагуу тодорхойлно.
Р = 1,2Fqхамгийн их , (3.9)
Хаана Ф- уян хатан хэрэгслийн ажлын гадаргуугийн талбай.
4. Металлын хэт уян хатан байдлын параметрүүдийг тодорхойлох
Хэт уян хатан чанар гэдэг нь гомологийн өндөр температурт үүсдэг тусгай бүтэцтэй хэв гажилттай материалын төлөв байдал бөгөөд хүчдэлийн нөлөөн дор материалын тасралтгүй байдлыг тасалдуулахгүйгээр хэв гажилтын хэвийн бус өндөр градусаар тодорхойлогддог бөгөөд тэдгээрийн хэмжээ нь маш бага ба деформацийн хурд ба материалын бүтцээс ихээхэн хамаардаг.
Тиймээс материалыг хэт хуванцар төлөвт шилжүүлэхэд гурван нөхцөл шаардлагатай.
1. Тусгай бүтэц нь 25 микроноос ихгүй хэмжээтэй хэт нарийн ширхэгтэй тэнцүү тэнхлэгтэй мөхлөг юм. Ийм бүтэц нь хэт уян хатан байдлын температурт өөр хэв гажилтын механизмыг хангадаг - мөхлөг хоорондын гулсах.
2. Хамгийн оновчтой температур T = 0.7…0.85 Tm. (Tmelt нь металлын хайлах температур юм). Т< 0,7 Тпл диффузионная подвижность зерен невелика для реализации межзеренного скольжения. При Т >0.85 Tmel-д үр тарианы эрчимтэй өсөлт үүсч, мөхлөг хоорондын гулсах үйл явцыг саатуулдаг бөгөөд энэ нь метал дахь хэт уян хатан байдлын нөлөөг арилгахад хүргэдэг.
3. Тархалтын хурд d: бүрэн тархах процесс явагдахад хангалттай бага, өндөр температурын нөхцөлд үр тариа ургахаас сэргийлж хангалттай өндөр; 1-10 мкм хэмжээтэй хэт нарийн ширхэгтэй бүтэцтэй материалын хувьд d = 10 -5 ... 10 -3 s -1 , 0.1-1 мкм хэмжээтэй материалд d = 10 -0 ... 10 -3 s -1 , нанокристалл бүтэцтэй материалд 100-10 нм = 10 -1 ...10 1 с -1 , аморф материалд 10 3 ...10 5 с -1 .
Хэт уян хатан байдлын шинж тэмдэг:
1. Урсгалын хүчдэлийн S-ийн мэдрэмтгий чанар нь омог хурдын өөрчлөлтөд d, i.e. хурдан хатуурах хандлага нэмэгдсэн. Урсгалын стрессийн хурдны мэдрэг чанарыг коэффициентээр тодорхойлно
m = dlnS /dln th > 0.3.
2. Хэв гажилтын их нөөцтэй (хүзүүний гүйлтийн зарчмын дагуу хэдэн зуу, мянган хувийн хагас жигд хэв гажилт).
3. SP төлөв дэх урсгалын хүчдэл нь хуванцар хэв гажилтын үед материалын уналтын бат бэхээс хэд дахин бага байна.
Даралтаар боловсруулсан металл ба хайлшийн хүч ба деформацийн үзүүлэлтүүдийн хоорондын хамаарал ерөнхийдөө дараах байдалтай байна.
S = Ce n th m , (4.1)
Энд e ба d нь деформацийн логарифмын зэрэг ба хурд;
С нь металлын температур, бүтцээс хамаарах коэффициент юм.
Хэт хуванцар материалын хувьд суналтын хатуурал бараг байхгүй, өөрөөр хэлбэл n = 0, e n = 1 ба тэгшитгэл (1) нь дараах хэлбэртэй байна.
S = Кж м, (4.2)
тэр үед К? ХАМТ.
m параметрийг тодорхойлох бүх аргууд нь урсгалын хүчдэлийн S-ийн хамгийн багадаа хоёр хүчдэлийн d-ийн харьцуулалт дээр суурилдаг.
Томъёо (2) -аас m үзүүлэлтийг тэгшитгэлээр тодорхойлж болно.
m = dlnS /dln th (4.3)
m-ийг тодорхойлох журам нь дээжийг хамгийн их хүч хүртэл сунгаж эсвэл шахаж, дараа нь тогтвортой урсгалын хэсэгт (тогтмол эсвэл буурах ачааллын дор) хэв гажилтын хурдыг v 1-ээс v 2 хүртэл огцом нэмэгдүүлдэг (Зураг 4.1.). ).
Зураг 4.1 - Гүйлтийн хурдыг огцом өөрчлөх аргаар m үзүүлэлтийг тодорхойлох хүч-цаг хугацааны муруйны схем.
Хүчин чармайлтын шинэ дээд хэмжээнд хүрч, тогтвортой урсгал эхлэхэд эргэлтийн хурд дахин өөрчлөгдөж, түүнийг бууруулж эсвэл нэмэгдүүлнэ.
Бүтцийн ижил урьдчилсан хэв гажилт, өөрчлөгдөөгүй байдлын шаардлагыг илүү бүрэн хангах хүсэл нь 4.1-р зураг дээрх муруйн янз бүрийн цэгүүдийг ашиглан янз бүрийн тооцооллын аргуудыг боловсруулахад хүргэсэн. Тэдний заримыг нь харцгаая.
1. Бекофен аргын дагуу:
Энд P A нь v 2 дахь хамгийн их хүч, P B нь v 1 хурдтай CD огтлолыг v 2 хурдтай цэгийн хэв гажилттай тэнцүү хэв гажилтанд экстраполяци хийх замаар олж авсан хүч юм. (4.4) тэгшитгэлээс олж авсан m утгыг жигд хэв гажилтын нөхцөлд v 1 ба v 2-оос тооцоолсон тодорхой дундаж деформацийн хурдад онооно.
Бакофений арга нь экстраполяцийн алдаанаас болж алдаатай байдаг.
2. m нь дараах тэгшитгэлээр тодорхойлогддог тул Моррисоны аргад экстраполяци хийх шаардлагагүй.
Энд S A ба S C нь харьцуулсан хурдны хамгийн их хүчин чармайлтын цэгүүд дэх бодит хүчдэл юм;
S A = 4Р А/р(D 2 А), D А = DovНо/(Н о - Д А);
S С = 4Р С /р(D 2 С), D С = DovНо/(Н о - Д С),
D o ба H o нь дээжийн анхны хэмжээсүүд;
D A, D C - А ба С цэгүүдэд дээжийн үнэмлэхүй хэв гажилт.
th A ба th C - жинхэнэ омог хурд,
th A = V A /(N o - D A), s -1;
th C = V C /(N o - D C), s -1,
Энд V A ба V C нь А ба С цэгүүдийн хэв гажилтын хурд, мм/с.
Гэсэн хэдий ч A ба C цэгүүд нь янз бүрийн хэв гажилттай тохирч, хурдыг нэмэгдүүлэх, бууруулах үед олж авсан m-ийн утга өөр байна.
3. Гурав дахь аргын дагуу m-ийн утга нь цочролын өмнөх деформацийн хурдтай холбоотой байна.
Энд v 2 хурдтай тогтворжсон урсгалын хэсгийн урвуу экстраполяцийг хурдыг сольсон хэв гажилт (Е ба Е цэгүүд!) хүртэл гүйцэтгэнэ.
Энэ арга нь үр дүнг сайн давтах боломжийг олгодог боловч түүний физик утга нь тодорхойгүй байна.
4. Хедворт ба Стоуэллийн арга нь ХС шулуун хэсэгт металлын бүтэц өөрчлөгдөх цаг хараахан болоогүй байна гэж үздэг ба дараа нь
Дээрхээс Хедворт, Стоуэлл нарын аргыг хамгийн их хүлээн зөвшөөрдөг гэж үздэг.
Уран зохиол
1. Новиков И.И. Хэт нарийн ширхэгтэй хайлшийн хэт уян хатан чанар / I.I. Новиков, В.К. Оёдолчин. - М.: Металлурги, 1981. - 168 х.
2. Смирнов О.М. Хэт уян хатан байдалд байгаа металлын даралтын боловсруулалт / O.M. Смирнов. - М .: Механик инженерчлэл, 1979. - 189 х.
3. Карабасов Ю.С. Шинэ материал / Ю.С. Карабасов [болон бусад]. - М.: MISIS, 2002. - 736 х.
4. Тихонов А.С. Металл ба хайлшийн хэт уян хатан байдлын нөлөө / A.S. Тихонов. - М.: Наука, 1978. - 142 х.
5. Чумаченко Е.Н. Механик туршилт, хэт уян хатан байдлын нөхцөлд материалын шинж чанарын аналитик загварыг бий болгох. 1-р хэсэг / E.N. Чумаченко, В.К. Портной, I.V. Логашина // Металлург. - 2014. - No 12. - P. 68-71.
6. Чумаченко Е.Н. Механик туршилт, хэт уян хатан байдлын нөхцөлд материалын шинж чанарын аналитик загварыг бий болгох. 2-р хэсэг / E.N. Чумаченко, В.К. Портной, I.V. Логашина // Металлург. - 2015. - No 1. - P.76-80.
7. SSAB. Ган хуудас тамга: лавлах ном. Заасан хэмжээгээр огтлох, хуванцар хэлбэрт оруулах: transl. англи хэлнээс / ред. R.E. Цэвэрлэгч. - Готенбург: SSAB, 2004. - 153 х.
8. Беляев В.А. Хүйтэн тамга ба хэвний загвар: лабораторийн ажлыг гүйцэтгэх арга зүйн зөвлөмж / В.А. Беляев. - Бийск: AltSTU им. Ползунова, 2007. - 37 х.
9. Анищенко А.С. Металл хэлбэржүүлэх технологийн дэвшилтэт шийдэл: Лекцийн тэмдэглэл 3 хэсэгтэй. 1-р хэсэг. Хөдөлгөөнт зөөгчөөр хуудас тамгалах. Хэт уян хатан байдалд байгаа металлын даралтын боловсруулалт / A.S. Анищенко. - Мариуполь, Пермийн улсын техникийн их сургууль, 2013. - 58 х.
10. Беляев В.А. Хүйтэн тамга ба хэвний загвар: лабораторийн ажлыг гүйцэтгэх арга зүйн зөвлөмж / В.А. Беляев. - Бийск: AltSTU им. Ползунова, 2007. - 37 х.
11. Григорьев Л.Л. Хүйтэн тамга: лавлах ном / L.L. Григорьев, К.М. Иванов, Е.Е. Юргенсон. - Санкт-Петербург: Политехника, 2009. - 665 х. : өвчтэй.
Үүнтэй төстэй баримт бичиг
Хуурамчлах, тамгалах үйлдвэрлэлийн үндсэн технологийн хаягдал (тэсрэлт, хуурамчаар хийсэн нүхний гүүр). Хүйтэн, халуун засварлах. Гялсгуурыг шүргэх, холбогчийг цоолох. Бөглөрөл, гэмтэлтэй газрыг цэвэрлэх. Засвар, тохируулга, дулааны боловсруулалт.
танилцуулга, 10/18/2013 нэмэгдсэн
Хэрэгцээг үнэлж, үйлдвэрлэсэн хуудасны шилний нэр төрлийг тодорхойлох. Хайлсан цагаан тугалга дээр хөвүүлэн хэвлэх аргаар хуудасны шил үйлдвэрлэх технологи, түүнийг сайжруулах арга, хэрэгсэл. Шилэн хайлуулах зуухны дулааны инженерийн тооцоо.
дипломын ажил, 2011 оны 06-р сарын 27-нд нэмэгдсэн
Зүсэх явцад металлын гол согог, тэдгээрийг арилгах арга. Татах булны хөтөчийн тооцоо ба дизайн. Арааны дизайны тооцоо. Түлхүүр ба сплайн холболтын тооцоо. Гидравлик хөдөлгүүрийн ачаалал ба хурдны параметрүүдийг тодорхойлох.
дипломын ажил, 2017 оны 03-р сарын 20-нд нэмэгдсэн
Металлыг автоматаар огтлох арга. Тоног төхөөрөмж, материалыг сонгох. Tekhtran системийг ашиглан CNC машиныг огтлох технологийн процесс, хяналтын програмыг боловсруулах. Зүсэх ажлын дэлгэрэнгүй мэдээлэл. Мэдээллийн санд эд анги үүсгэх.
дипломын ажил, 2012 оны 09-р сарын 17-нд нэмэгдсэн
Хуудасны материалыг гулзайлгахад янз бүрийн цацрагийн нөлөөллийг судлах. Төрөл бүрийн хэлбэржүүлэлтийн явцад металлын гурван хэмжээст шинж чанарыг шинжлэхэд зориулагдсан процессын загварчлалын системийн шинжилгээ. Ажлын хэсгийн уртыг тооцоолох.
туршилт, 01/08/2014 нэмэгдсэн
Эд анги үйлдвэрлэх технологийн схемийн хувилбаруудын дүн шинжилгээ. Хэсгийн боловсруулалтыг таслах хүчийг тодорхойлох, прессийг сонгох. Ажлын хэсгийг үйлдвэрлэх материалын туузны өргөнийг тооцоолох. Гулзайлтын хүчийг тодорхойлох. Материал ашиглалтын хэмжээг тооцоолох.
курсын ажил, 2016-03-20 нэмэгдсэн
Хэт уян хатан төлөвт металыг даралтын аргаар боловсруулах. Уламжлалт аргуудтай харьцуулахад хэт хуванцар хэвлэх аргын давуу болон сул талууд. Гурван үндсэн шинж чанар, тэдгээрийн хослол нь хэт уян хатан байдлын төлөв байдлыг тодорхойлдог.
лабораторийн ажил, 2015/12/25 нэмэгдсэн
Киргиз улсад болон гадаадад шилний үйлдвэрлэл үүссэн түүх, түүнийг барьж байгуулах зарчим. Шил үйлдвэрлэх технологи, түүний шинж чанар, төрөл, шинж чанар, зүсэх, савлах. Хуудасны шилийг үйлдвэрлэл, хэрэглээнд хэрэглэх.
курсын ажил, 2011 оны 04-р сарын 26-нд нэмэгдсэн
Ган цутгах шанаганы параметрүүдийн үндэслэл. Ган боловсруулах параметрийн тооцоо. Металлын температурын бууралтыг тодорхойлох. Металл бус орцын тоо хэмжээ, найрлагын тооцоо. Вакуум камерын параметрүүд. Шанага-зуухны суурилуулалт дээр металл боловсруулах.
курсын ажил, 2014/10/29 нэмэгдсэн
Хүчитгэсэн шилний жишээг ашиглан үйлдвэрлэлийн бүтээгдэхүүний технологи, түүхий эдийн судалгаа - түүний үзүүлэлтүүдийн чанарын хяналт, стандартын зохицуулалт, нийлүүлэлт, сав баглаа боодол, тээвэрлэлт, хүлээн авах, турших, ашиглах, хадгалах нөхцөл.
Технологийн туршилт хийх нь хоёр металлын бүтээгдэхүүн, хайлшийн найрлагын сонгосон загвар зөв эсэхийг баталгаажуулах зайлшгүй шаардлагатай үйл ажиллагаа юм.
Эргэдэг бутлах төхөөрөмжийн төрөл бүрийн хувьд технологийн туршилт хийх хэд хэдэн схем байдаг бөгөөд тэдгээр нь давуу болон сул талуудтай байдаг.
Их хэмжээний ажлын биетэй (30 кг-аас дээш), роторын дагуу жигд хэвтээ элэгдэлтэй эдгээр төрлийн тоног төхөөрөмжийн хувьд буталсан түүхий эдийн физик-механик шинж чанарыг харьцуулж, түүнийг боловсруулах хэмжээ нь ашиглалтын бүртгэлд тодорхой тусгагдсан бол. , технологийн туршилтууд нь тодорхой асуудал үүсгэдэггүй. Эдгээр төрлийн тоног төхөөрөмжид бүх эргэдэг болон төвөөс зугтах бутлуурууд, мөн ихэнх төрлийн алх бутлуурууд багтана. Энэ тохиолдолд технологийн туршилтыг ажлын хэсгүүдийн бүрэн бус багц дээр багасгасан хэмжээгээр хийж болно.
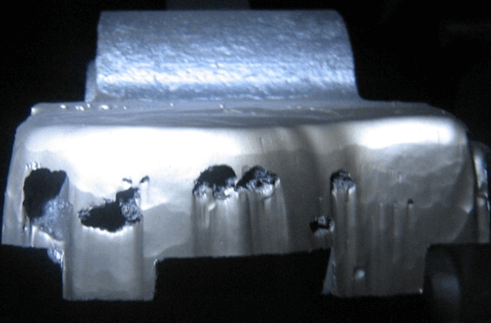
Хэрэв алх бутлуурт хэвтээ (ихэвчлэн хажуугийн) эсвэл босоо элэгдэл ихэссэн бүсүүд байгаа бол (Зураг 1), энэ нь ихэвчлэн 30 кг-аас бага жинтэй алх бутлуурын хувьд ердийн зүйл бөгөөд хэрэв үр дүн нь хангалтгүй байвал хамгийн оновчтой хил хязгаар болно. хоёр металлын давхаргын хооронд сонгосон, эсвэл шаардлагатай бол цутгах хилийг хэвтээгээс налуу болгон өөрчлөх замаар бүхэл бүтэн бүтээгдэхүүний дизайныг өөрчилдөг (Зураг 2), энэ нь ажлын хавтгайг босоо элэгдэл болон металлын нэвтрэлтээс бүрэн хамгаалдаг. объектууд. Ийм тохиолдолд хүссэн үр дүнд хүрэх хүртэл технологийн туршилтыг хэд хэдэн удаа хийж болно.

Зураг 1 Орон нутгийн элэгдлийн төрөл бүрийн төрөл: 1 – хажуугийн хүчтэй элэгдэл; 2 - хүчтэй босоо элэгдэл. Аль ч тохиолдолд зөөлөн ган нь илүү элэгдэлд өртдөг.


Зураг 2 Биметалл бүтээгдэхүүний дизайны өөрчлөлт: хайлшийн хэвтээ шугамаас (1), налуу (2) хүртэл, ажлын хавтгайг босоо элэгдэл, металл объектын нэвтрэлтээс бүрэн хамгаалдаг.
Тоног төхөөрөмжийн дизайны онцлогоос шалтгаалан хамгийн хэцүү нь ихэнх тохиолдолд тэгш бус хэвтээ элэгдэлтэй алх тээрэм дээр хийгддэг технологийн туршилтууд юм.
Үүнд дараах хүчин зүйлс нөлөөлж байна.
1-р хүчин зүйл Загварын онцлог
Тангенциал алхан тээрэм (MMT) нь хаалттай хэлбэрийн бутлах төхөөрөмж (Зураг 3) бөгөөд газрын доорх материалыг тусгаарлагчаас нунтаглах камер руу хажуу талаас нь буцаах системтэй бөгөөд энэ нь роторын гадна талын эгнээнд хэт элэгдлийн бүс үүсгэдэг. , чих нь бүрэн элэгдэж, цохигч эзэмшигчээс тэднийг нисгэснээс болж онцгой байдлын нөхцөл байдал үүссэн. (Зураг 4)

Зураг 3

Зураг 4 Хажуугийн эгнээний хүнд элэгдлийн зураг
2-р хүчин зүйл Нүүрсний жигд бус нийлүүлэлт
Тоног төхөөрөмжийн дизайны онцлогоос үүдэлтэй хүчтэй элэгдлийн хажуугийн бүсээс гадна нунтаглах камерт нүүрсний жигд бус урсгалаас үүдэлтэй хүчтэй хэвтээ элэгдлийн бүсүүд ихэвчлэн нэмэгддэг (Зураг 5).
 Зураг 5
Зураг 5 Нүүрсний жигд бус нийлүүлэлт нь элэгдлийн жигд бус контур үүсэхэд хувь нэмэр оруулдаг (Зураг 6.), энэ нь онцгой байдлын эрсдлийг бууруулахыг эрэлхийлж буй техникийн ажилтнуудын сөрөг, гэхдээ ойлгомжтой арга хэмжээ авахад хувь нэмэр оруулдаг, тухайлбал жигд бус профиль бүхий цохигч (Зураг 7) нь нэлээд өндөр үлдэгдэл ашиглалтын хугацаатай хэвээр байна.
 Зураг 6
Зураг 6
 Зураг 7
Зураг 7
 Зураг 8
Зураг 8
Нунтаглах камерт нүүрсний нийлүүлэлтийг тохируулах нэмэлт бэрхшээл нь манганы гангаар хийсэн цутгамал цохиурын чанар муу, үндсэндээ ажлын хэсэгт янз бүрийн хэмжээтэй нүх, хоосон зай байгаа зэрэг гадны хүчин зүйлээс шалтгаалж байна. жигд бус элэгдлийн профиль (Зураг 8), нүүрсний жигд нийлүүлэлттэй байсан ч.
Хүчин зүйл №3 Нунтаглах камерт үүссэн эргүүлгийн урсгалын янз бүрийн эрч хүч, тохиргоо
Нунтаглах камерын бүтцийн онцлог нь янз бүрийн тохиргооны доторлогооны гадаргууг үүсгэх боломжийг олгодог тул камерын хөндийн доторх аэродинамик шинж чанар нь янз бүрийн үйлдвэрлэлийн байгууламжийн машинуудад төдийгүй заримдаа нэг бойлер-турбин цехэд ч ялгаатай байдаг. . Мөн дискний цооролт нь өөр өөр тооны цохигчийг бэхлэх боломжийг олгодог - 3, 4, 6, 8, тээрэмд роторын дагуу өөр өөр тооны цохигч үүсгэх боломжтой бөгөөд энэ нь динамик урсгалын шинж чанарт ихээхэн нөлөөлдөг.
Шинэ үлээгч баарны технологийн туршилтыг хийх гурван схем байдаг бөгөөд тус бүр нь өөрийн давуу тал, сул тал, эдгээр сул талуудыг нөхөх аргуудтай байдаг.
| Сонголтууд | Жингийн схемүүд | ||
| Бүрэн | Хагас | Хувьсагч | |
| Схемийн дүрслэл |  |
 |
 |
| Давуу тал | Туршилтын нөхцөл нь үйл ажиллагааны нөхцөлд хамгийн ойр байдаг. | Харьцуулж болох ачаалал, ижил чанарын нүүрсний . Туршилтын богино хугацаа. | |
| Алдаа дутагдал | Тодорхой MMT-д бие даасан хяналт тавих хэрэгсэл байхгүй үед ачаалал ба нүүрсний чанарт үл нийцэхээс үүдэлтэй мэдээллийн найдваргүй байдал. Туршилтын үргэлжлэх хугацаа. | Тэгш бус хэвтээ элэгдлийн үед өгөгдлийн найдваргүй байдал; Янз бүрийн бүлгүүдийн цохиурын янз бүрийн элэгдлийн үр дүнд роторын урсац үүсэх. | Ачаалал ихэсдэг элэгдэлд тэсвэртэй цохилтын элэгдэл ихэссэнтэй холбоотой мэдээллийн найдваргүй байдал. |
| Алдаа дутагдлыг нөхөх аргууд | Статистик. Илүү олон тооны туршилт, статистикийн үндэслэлтэй харьцуулсан харьцуулалтаас шалтгаалан найдвартай байдал нэмэгдсэн (ажлын дундаж хугацаа). | Бид роторын урсацын улмаас онцгой байдлын эрсдлийг арилгаж чадахгүй. Тэгш бус хэвтээ элэгдлийн улмаас өгөгдлийн найдваргүй байдлыг янз бүрийн бүлгийн цохилтоор ижил хэсгүүдийг ээлжлэн ачаалах замаар арилгаж болно. | Үгүй |
Металл суналт, гулзайлтын болон бусад хүчинд өртөх үед механик шинж чанарууд илэрдэг. Металлын механик шинж чанар нь дараахь байдлаар тодорхойлогддог: 1) суналтын бат бэх кг / мм 2; 2) харьцангуй сунгалт % 3) цохилтын хүч кгм/см 2; 4) хатуулаг; 5) гулзайлтын өнцөг. Металлын жагсаасан үндсэн шинж чанарыг дараах туршилтаар тодорхойлно: 1) суналт; 2) тохой дээр; 3) хатуулгийн хувьд; 4) нөлөөллийн талаар. Эдгээр бүх туршилтыг тусгай машин ашиглан металл дээж дээр хийдэг.
Суналтын туршилт. Суналтын туршилт нь металлын суналтын бат бэх ба суналтыг тодорхойлдог.
Суналтын бат бэх гэдэг нь металл дээжийг таслахын тулд түүний хөндлөн огтлолын нэгжид хэрэглэх хүч юм.
Суналтын туршилтын хувьд хэлбэр, хэмжээсийг ГОСТ 1497-42-оор тогтоосон дээжийг бэлтгэдэг. туршилтыг суналтын туршилтын тусгай машин дээр гүйцэтгэдэг. Дээжний толгойнууд нь машины бариулд бэхлэгдсэн бөгөөд дараа нь дээжийг бүтэлгүйттэл сунгах ачаалал өгдөг.
Хуудасны металлыг туршихын тулд хавтгай дээжийг хийдэг. Нүүрстөрөгч багатай ган нь суналтын бат бэх нь ойролцоогоор 40 кг / мм 2, өндөр бат бэх ган, тусгай ган - 150 кг / мм 2 байна.
Зөөлөн гангийн суналт нь ойролцоогоор 20% байна.
Харьцангуй суналт нь металлын уян хатан чанарыг тодорхойлдог бөгөөд суналтын бат бэх нэмэгдэх тусам буурдаг.
 Хатуу байдлын туршилт. Металлын хатуулгийг тодорхойлохын тулд Brinell эсвэл Rockwell төхөөрөмжийг ашигладаг.
Хатуу байдлын туршилт. Металлын хатуулгийг тодорхойлохын тулд Brinell эсвэл Rockwell төхөөрөмжийг ашигладаг.
Бринелийн хатуулгийг дараах байдлаар тодорхойлно. 10.5 эсвэл 2.5 мм-ийн диаметртэй цул ган бөмбөлгийг шахаж буй металл руу шахдаг. Дараа нь дурангийн хоолойг ашиглан туршилтын металл дээр бөмбөлөг доор хийсэн дарсны диаметрийг хэмжинэ. Бринеллийн хатуулгийг доголын диаметр болон харгалзах хүснэгтээр тодорхойлно.
Бринеллийн нэгж дэх зарим гангийн хатуулаг:
Нүүрстөрөгч багатай ган......IV 120-130
Өндөр бат бэх ган.... IV 200-300
Хатуу хатуурсан ган.....IV 500-600
Хатуулаг ихсэх тусам металлын уян хатан чанар буурдаг.
Нөлөөллийн туршилт. Энэхүү туршилт нь металлын нөлөөллийн ачааллыг тэсвэрлэх чадварыг тодорхойлдог. Цохилтын туршилт нь металлын цохилтын хүчийг тодорхойлдог.
Цохилтын хүчийг тусгай савлуурын цохилтот шалгагч дээр дээжийг турших замаар тодорхойлно. Цохилтын хүч бага байх тусам ийм металл нь илүү эмзэг, найдвартай биш юм. Цохилтын хүч өндөр байх тусам метал илүү сайн болно. Сайн нүүрстөрөгч багатай ган нь 10-15 кгм/см2 цохилтын бат бэхтэй.

Гулзайлтын туршилт. Төмөр бетон бүтээцийн арматурын төгсгөлд 180 ° хүртэл гулзайлтын өнцөг бүхий дэгээтэй байх ёстой бөгөөд арматурын уртын дагуу 45 ба 90 ° гулзайлгана. Тиймээс арматурын ган нь хүйтэн гулзайлтын туршилтанд ордог.
Технологийн туршилтууд нь арматурын гангийн бүрэн бүтэн байдлыг алдагдуулахгүйгээр хэв гажилтыг шингээх чадварыг тогтоодог. хагарал, урагдал, давхаргын харагдах байдалгүйгээр.









