Do-it-yourself welding of polypropylene pipes
Replacing or installing water pipes from scratch is a responsible process, so the material must be selected very carefully. It must be durable, resistant to corrosion, easy to use. Best of all, today, polypropylene pipes are suitable for this purpose. Among the advantages of the material are a service life of more than 50 years, ease of installation, relative cheapness of the material and many other advantages. The installation of a new heating or water supply wiring is carried out using the soldering technology, it is also the welding of PVC pipes. Do-it-yourself welding of polypropylene pipes is the simplest process that, after a little preparation, any owner can handle. Below, we will consider what the technology of welding polypropylene pipes is, its nuances.
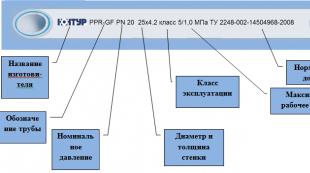
The main material - plastic pipes, has its own characteristics and is classified according to a number of criteria. The first thing that catches your eye is the color. They can be painted green, grey, white or black. Marking in black means that the composition contains special additives that prevent the destruction of the material when exposed to ultraviolet radiation and can be laid directly on the ground. The remaining colors do not have differences associated with coloring and are used indoors or under a layer of soil.
Classification of pipes by purpose:
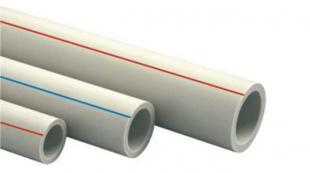
- for cold water supply (marked with a blue stripe, limiting water temperature 45C).
- for hot water supply (marked with a red stripe, temperature limit 85C).
- universal (marked with blue and red stripes, the temperature can reach 65 - 75 C, depending on the manufacturer).
Models for hot, cold water and universal type are marked, which indicates the additional performance of the material:
- PN10 - marking of products for cold water used at a system pressure of up to 1 MPa (not for apartment pipelines);
- PN16 - marking applicable in universal pipes and cold water. Such material can withstand temperatures up to 65C and pressures of 1.6 MPa;
- PN20 - material with a thickened wall that can withstand pressure up to 2 MPa and a temperature of 85C (welding heating pipes);
- PN25 - pipes reinforced with a reinforcing layer of fiberglass or foil. Withstand pressure up to 2.5 MPa and water temperature 95C.
Necessary equipment and tools
For welding polypropylene pipes, you will need a certain set of equipment, these are:
- The welding machine itself;
- A set of heating nozzles of various diameters;
- Cutting device;
- Shaver - a device that removes the reinforcing layer (required when working with the PN25 marking);
- Beveler - a device necessary for aligning the ends of the cut (required if plastic products are cut with a hacksaw or a suitable tool that does not give a perfectly flat end of the cut).

Required tools for PP welding
Socket welding technology - step by step instructions
Socket welding involves the connection of a pipe and a fitting by inserting parts into each other. Such do-it-yourself welding of polypropylene pipes is considered the simplest, there is also a butt welding system, but the technology used there can complicate the work, especially at home. Therefore, below we have described how the phased process of welding polypropylene pipes takes place.
Pipe cutting
Cut the material with a tool designed for this. If there is none, then the cut can be made with a hacksaw or other available tool, the main thing is not to damage the geometry and keep the cut plane even. The beveler is intended for the latter, it also cleans the end, in which the reinforcing layer is closer to the inner diameter. Otherwise, this element may form loose connecting holes and cause a leak.

Polypropylene pipe is cut to size with a special ratchet knife
Preparation of pipes and fittings
Before welding, the pipes, from the outside, are degreased with alcohol, and the fittings from the inside. For reinforced products, a special device is used that removes the hardening layer - a shaver.
Please note that some manufacturers advise using a shaver for ordinary ones due to the possible ellipse of the material in the cut.

Shaver for stripping the top layer of aluminum reinforced
Preparing the Welding Machine
Despite the fact that most devices have their own support elements, the device should be firmly fixed in a vice or clamps to the table. The instrument is very light, so it can easily fall and break or cause a fire if it is loose.
We put the coupling and mandrel into the fixed apparatus for welding.

Nozzles for welding
We set the toggle switch to the desired temperature value. For polypropylene, this is 270 degrees, but there are times when a lower or higher temperature is required. We take these values from the accompanying documentation for our material and using the instructions for the soldering iron, we select the optimal temperature.
Installing parts for heating
The technology for welding polypropylene pipes implies that when the device has reached the operating temperature (the green indicator lights up or an audible signal sounds), you can begin to install the parts to be welded on the pipe welding machine.

The cut is slowly inserted into the sleeve until it stops, and a burr is formed - excess material, which, when put on, rolls into a roller. When putting on, it is very important to make sure that the burr has the correct shape, without breaks and other defects. If the part is inserted without visible effort or the grant is missing, it can be considered defective and should be replaced. The same applies to the fitting, which must also be put on the mandrel with visible force, until it stops.
Important! Installation for heating and removal should be carried out by pressing on the part strictly perpendicular to the heating element. Pressure at an angle or removal of parts with their removal at a certain angle is prohibited.
Welding
When the welded elements are installed in their places, they need to be given a certain time so that the material becomes viscous and at the same time the polypropylene welding rod does not lose its load-bearing properties. Below are approximate parameters suitable for welding polypropylene pipes of various diameters. It is worth considering that the values are averaged, and more accurate, the manufacturer indicates in the accompanying documentation.

Welding temperature of polypropylene pipes, cooling time, depending on the thickness
For orientation in the terms given in the table, the following definitions should be followed:
- The heating time is counted from the moment the part touches the stop of the heating element.
- Connection time - a parameter that shows how long the pipes for welding polypropylene should be kept after they have been collected.
- Cooling time - the time interval that must be maintained for complete solidification and obtaining a monolithic bond.
Assembly of parts
After removing the parts from the heating nozzle, they should be assembled. To connect pvc pipes, the fitting is set at the required angle, and the pipes are connected together with a single movement.

In this case, it is forbidden to turn the parts. We hold the parts, keeping them still, but without applying force, as when putting on.
The time that elapses between removal from the welding machine, before the actual assembly should be minimal. Otherwise, the parts will cool down and will not weld or the connection will be of poor quality.
Note! For welding polypropylene pipes of large diameter 40 - 50 mm, manual methods are not suitable and it is necessary to use a special centering tool.
Connection cooling
An important point when you should not touch the part, including trying to try it on and so on. After cooling, the welded circuit made of polypropylene pipes with your own hands is ready for use.
Welding errors
Do-it-yourself welding of plastic pipes, especially for beginners, will lead to a number of errors. We have selected the most common ones so that you can understand how to weld parts correctly, what you should pay attention to.
- Rough preparation is the simplest and most common oversight. Incorrect edge formation, dirt, water and grease at the place of welding of polypropylene pipes and similar neglect of preparation leads to the fact that the junction loses its solidity.
- Positioning errors are defects that occur during assembly. These are attempts to rotate the part after collection, attempts to remove sagging during collection. All this means cooling of the parts with a subsequent decrease in the quality of the weld.
- Wrong material. Here we turn to the features of welding PP pipes. Polypropylene from different manufacturers may have different melting points, which means that one of the parts may be underheated or overheated. Also, this problem occurs when trying to weld two pipes of different diameters.
- Poor assembly - this should include excessive pressure during collection, insufficient pressure, an increase in the interval between removing the product from the machine for welding and collection.
All the problems described are quite common and for the most part appear due to the usual negligence shown by the welder. The instruction for welding polypropylene pipes presented above, a trial attempt to weld standard joints and processing polypropylene pipes in hard-to-reach places will help to avoid problems.