Технологія зварювання поліпропіленових труб, поради спеціаліста
Поліпропіленові труби відрізняються від традиційних металевих труб доступною вартістю та простотою установки. Здійснити монтаж таких комунікацій можна самостійно, головне - освоїти технологію зварювання поліпропіленових труб, розібратися в специфіці роботи з матеріалом, чітко дотримуватися інструкцій та рекомендацій фахівців цього профілю.
Загальні відомості щодо зварювання поліпропіленових труб
Сьогодні відбувається повсюдна заміна старих металевих труб на сучасні поліпропіленові, які виконані з особливого виду пластику – рондом-сополімеру.
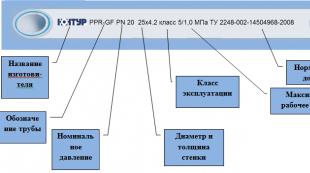
Поліпропіленові труби використовують для облаштування різноманітних комунікацій (холодний трубопровід, транспортування гарячої води, системи опалення). Між собою труби відрізняються товщиною стінки (PN10, PN16, PN 20) та наявністю стабілізованої алюмінієвої фольги (PN20Al).

Порядок установки трубопроводу дозволяє з'єднувати труби між собою без додаткових комплектуючих (перехідників, трійників, фітингів або куточків), а також за допомогою різних способів зварювання. Розроблена технологія зварювання поліпропіленових труб охоплює спайку трубопроводів різного діаметру та будь-яких видів з'єднань: вварних секцій, поворотів, обводів, кріпильних та запірних арматур.
При роботі з поліпропіленовими комунікаціями важливо пам'ятати, що демонтаж системи неможливий.
Зварене або спаяне з'єднання не вийде. Тому при зварюванні пластикових труб діяти треба уважно, без поспіху, слідуючи розробленому ескізу майбутньої системи опалення або водопостачання
Одна з умов отримання міцного та якісного зварювального шва - ділянки труб, що з'єднуються, повинні бути виготовлені з полімерів одного і того ж хімічного складу. Тому краще вибирати труби однієї марки, а колір значення не має.
Зварювання поліпропіленових труб може здійснюватися встик і розтруб. Спайка труб першим способом провадиться без застосування фітингів.

Другий спосіб - надійніший, але частіше застосовується для з'єднання труб невеликого перерізу або при необхідності зміни напрямку трубопроводу. При цьому використовують з'єднувальні елементи, виготовлені з полімеру, що й труби. При спаюванні відбувається оплавлення деталей, що з'єднуються - зовнішньої частини труби і внутрішньої поверхні фітинга.
Технологія поліфузного зварювання труб із поліпропілену
необхідні інструменти та обладнання
Щоб грамотно з'єднати поліпропіленові труби необхідно підготувати докладну схему майбутнього трубопроводу, розмітити всі повороти, розташування запірної арматури і підготувати необхідні інструменти.
Для поліфузного зварювання знадобиться:
- апарат для зварювання поліпропіленових труб;
- насадки для зварювального апарату;
- контактний термометр;
- труборіз чи кусачки;
- шейвер;
- фаскознімач;
- метр;
- маркер;
- несинтетичне полотно;
- спирт.
Зварювальний апарат, або як його називають у народі, паяльник для зварювання поліпропіленових труб складається з нагрівальної плити, терморегулятора та утримувача. Плита нагрівання має два отвори для кріплення елементів, що спаюють.
У комплект з паяльником зазвичай входять насадки для зварювання поліпропіленових труб діаметром 20, 25, 30 та 40 мм. Їх достатньо для з'єднання будь-яких трубопроводів побутового призначення. Залізні насадки мають тефлонове покриття – це запобігає прилипанню оплавленого пластику до поверхні насадки.

Іноді в набір зварювального апарату входить і труборіз, який забезпечує ідеальний зріз точно і швидко.

Деякі фахівці вважають за краще користуватися кусачками, які впораються з різкою різних видів поліпропіленових труб, у тому числі з армованими скловолокном або алюмінієм.

Для зварювання армованих поліпропіленових труб знадобиться шейвер, за допомогою якого зачищають краї труб перед спайкою.

Фаскосниматель необхідний тоді, коли труба важко встановлюється муфту. Пристрій знімає фаску з краю під кутом 60 градусів, ширина зрізу – до 40 мм.

підготовчий етап зварювання
Зварювання пропіленових труб своїми руками починається з підготовки інструменту до роботи:
- до зварювальної машини прикріпити насадки потрібного розміру;
- виставити температурний режим паяльника та включити його в електричну мережу (час нагріву багато в чому залежатиме від температури повітря);
- перед роботою тефлонову поверхню насадок треба протерти несинтетичною тканиною;
- температуру нагрівання зварювального апарату можна контролювати за допомогою контактного термометра;
- функціональність різака або труборіза треба перевірити на дослідному зразку труби - розріз повинен бути без западин, інакше треба заточити інструмент.
Труби з'єднання треба підготувати до зварювання таким чином:

послідовність зварювання поліпропіленових труб

алгоритм зварювання вварних секцій
Якщо трубопровід вже встановлений і виникла потреба його розгалуження, то необов'язково деформувати систему та розбирати ділянку труб, достатньо грамотно вварити сідло.
Порядок встановлення вварної секції наступний:

можливі похибки при зварюванні труб
Помилки, допущені під час спайки поліпропіленового трубопроводу, призводять до виникнення різних проблем: просочування та протікання води на ділянці з'єднання, розрив труб, поганий напір води та інші неполадки.
До типових похибок зварювання труб із поліпропілену відносяться:

Холодне зварювання поліпропіленових труб
Спосіб холодного зварювання полягає у склеюванні ділянок труб спеціальним клеєм, який міцно з'єднує різні синтетичні матеріали на основі пластику, у тому числі – поліпропілен.
Холодне зварювання поліпропіленових труб можна використовувати тільки при монтажі «холодного» трубопроводу, тому що при зіткненні з гарячою водою клей втрачає свої функції, а стик з'єднання - свою міцність.
Порядок роботи зварювання поліпропіленових труб «холодним» способом:

Під час роботи з «Холодним зварюванням» важливо дотримуватися техніки безпеки з агресивними речовинами.
Зварювання поліпропіленових труб електрофітингом
Електрозварні фітинги (електрофітинги) - це фітинги, оснащені заставними дротяними нагрівальними елементами, які за високих температур плавляться і утворюють міцне та надійне з'єднання з пластиковими трубами.
Електрофітинги утворюють стики, що гарантують герметичність трубопроводу, захист від протікання та поривів.
Для проведення зварювання за допомогою електрофітингу знадобляться ті ж інструменти, що й для поліфузного зварювання.

Технологія спайки поліпропіленових труб електрозварювальним фітингом:
- За допомогою ножиць розрізати труби.
- Знежирити верхню частину труби та внутрішню поверхню електрофітингу.
- Позначити на трубі глибину введення електрофітингу.
- Очистити армовану трубу від алюмінію до довжини з'єднання з фітингом.
- Трубу вставити у фітинг та надійно її зафіксувати, оскільки при нагріванні поліпропілен збільшиться і під тиском може вискочити з фітингу.
- Електрозварювальний апарат підключити до мережі та дочекатися його нагрівання.
- Контактними проводками з'єднати зварювальний апарат із фітингом.
- Натиснути кнопку «СТАРТ». Вимкнення буде автоматично.
- Після зварювання охолодження стику має відбуватися природним шляхом і без будь-яких механічних навантажень (тиску, обертання, стиснення).
Як бачимо, при зварюванні поліпропіленових труб слід врахувати низку важливих моментів, щоб не припуститися помилок і отримати міцний і надійний трубопровід, який безперебійно прослужить не одне десятиліття.