Зварювання поліпропіленових труб своїми руками
Заміна або встановлення водопровідних труб з нуля – процес відповідальний, тому матеріал повинен підбиратися дуже ретельно. Він має бути довговічним, стійким до корозії, зручним у роботі. Найкраще, на сьогоднішній день, для цієї мети підходять поліпропіленові труби. Серед переваг матеріалу – термін служби понад 50 років, простота монтажу, відносна дешевизна матеріалу та багато інших плюсів. Установка нового розведення опалення або водопостачання відбувається за допомогою технології паяння, вона ж зварювання пвх труб. Зварювання поліпропіленових труб своїми руками — найпростіший процес, з яким після невеликої підготовки зможе впоратися будь-який господар. Нижче, розглянемо, що є технологія зварювання поліпропіленових труб, її нюанси.
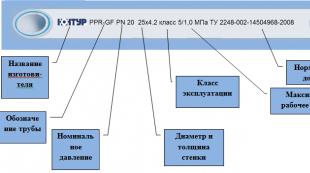
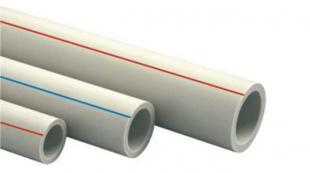
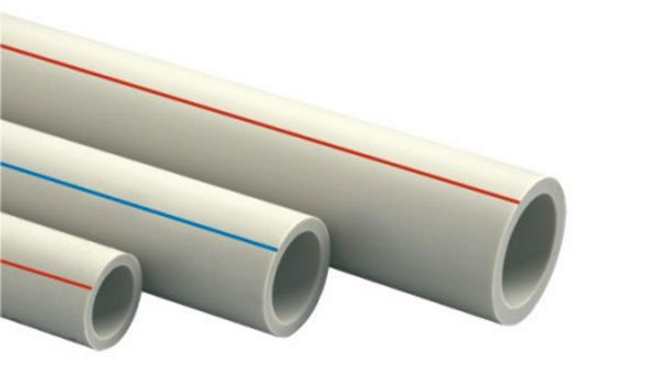
Основний матеріал – пластикові труби, має свої особливості та класифікується за рядом ознак. Перше, що впадає у вічі це – колір. Вони можуть бути пофарбовані в зелений, сірий, білий або чорний колір. Маркування чорним кольором означає, що у складі застосовані спеціальні добавки, що перешкоджають руйнуванню матеріалу під впливом ультрафіолетом і можуть прокладатися безпосередньо по грунту. Інші кольори не мають відмінностей пов'язаних з забарвленням і застосовуються всередині приміщень або під шаром ґрунту.
Класифікація труб за призначенням:
- для холодного водопостачання (маркуються синьою смугою, гранична температура води 45 °C).
- для гарячого водопостачання (маркуються червоною смугою, гранична температура 85 °C).
- універсальні (маркуються синьою та червоною смугами, температура може досягати 65 – 75 °C, залежно від виробника).
Моделі для гарячого, холодного водопостачання та універсального типу мають маркування, яке вказує на додаткові експлуатаційні показники матеріалу:
- PN10 – маркування виробів для холодної води, що використовуються під час тиску системи до 1 МПа (не для квартирних трубопроводів);
- PN16 – маркування застосовується в універсальних трубах та холодній воді. Такий матеріал витримує температуру до 65 °C і тиск 1.6 МПа;
- PN20 – матеріал з потовщеною стінкою, що витримує тиск до 2 МПа та температуру 85C (зварювання труб опалення);
- PN25 – труби, посилені армуючим шаром скловолокна чи фольги. Витримують тиск до 2.5 МПа та температуру води 95C.
Необхідне обладнання та інструменти
Для зварювання поліпропіленових труб знадобиться певний набір обладнання, це:
- Сам апарат для зварювання;
- Набір нагрівних насадок різного діаметра;
- Прилад для різання;
- Шейвер – пристрій, що видаляє армуючий шар (необхідний під час роботи з маркуванням PN25);
- Фаскосниматель – прилад, необхідний вирівнювання торців зрізу (необхідний якщо пластикові вироби відрізаються ножівкою чи відповідним інструментом, що дає ідеально плоский торець зрізу).

Необхідні інструменти для зварювання ПП
Технологія зварювання враструб - покрокова інструкція
Розтрубне зварювання передбачає з'єднання труби і фітинга, шляхом вставки деталей один в одного. Таке зварювання поліпропіленових труб своїми руками вважається найпростішим, є ще стикова система зварювання, але технологія, що використовується там, може ускладнити роботу, особливо в домашніх умовах. Тому нижче ми описали, як проходить поетапний процес зварювання поліпропіленових труб.
Різання труб
Ріжуть матеріал, призначеним для цього інструментом. Якщо такого немає, то різ можна зробити ножівкою або іншим доступним інструментом, головне – не пошкодити геометрію та зберегти площину різання рівною. Для останнього призначений фаскознімач, ним же зачищають торець, у яких армуючий шар ближче до внутрішнього діаметра. Інакше цей елемент може утворити нещільні з'єднувальні проріхи та викликати текти.

Поліпропіленову трубу відрізають за розміром спеціальним ножем із тріскачкою
Підготовка труб та фітингів
Перед зварюванням труби з зовнішнього боку знежирюють спиртом, а фітинги зсередини. Для армованих виробів використовується спеціальний пристрій, який знімає зміцнювальний шар - шейвер.
Врахуйте, що деякі виробники радять використовувати шейвер і для звичайних через можливу еліпсність матеріалу в зрізі.

Шейвер для зачистки верхнього армованого шаром шару
Підготовка зварювального апарату
Незважаючи на те, що більшість пристроїв мають власні опорні елементи, пристрій слід міцно зафіксувати в лещатах або струбцинами до столу. Прилад дуже легкий, тому незакріплений може легко впасти і зламатися, або викликати пожежу.
У зафіксований апарат для зварювання ставимо муфту та дорн.

Насадки для зварювання
Виставляємо тумблер на потрібне значення температури. Для поліпропілену це 270 градусів, але трапляються випадки, коли потрібна нижча або висока температура. Ці значення беремо із супровідної документації до нашого матеріалу та використовуючи інструкцію до паяльника, підбираємо оптимальну температуру.
Встановлення деталей на прогрівання
Технологія зварювання поліпропіленових труб має на увазі, що коли пристрій вийшов на робочу температуру (загорівся зелений індикатор або спрацював звуковий сигнал) можна приступати до встановлення деталей, що зварюються на апарат для зварювання труб.

Відріз повільно вставляємо в муфту до упору при цьому утворюється грат - зайвий матеріал, при надіванні скочується у валик. Дуже важливо при надяганні стежити, щоб грат мав правильну форму, без розривів та інших дефектів. Якщо деталь вставляється без видимого зусилля або відсутня грант, можна вважати її дефектною і слід замінити її. Те саме стосується фітингу, який також має надягати з видимим зусиллям на дорн до упору.
Важливо! Установку на прогрівання та зняття слід проводити натискаючи на деталь строго перпендикулярно нагрівальному елементу. Тиск під кутом або зняття деталей з їх відведенням під певний кут заборонено.
Зварювання
Коли елементи, що зварюються, встановлені на своїх місцях їм потрібно дати певний час, щоб матеріал набув в'язкотекучості і при цьому зварювальний пруток з поліпропілену не втратив своїх несучих властивостей. Нижче представлені зразкові параметри, що підходять для зварювання труб із поліпропілену різного діаметру. Варто врахувати, що значення усереднені, а точніші, виробник вказує на супровідну документацію.

Температура зварювання поліпропіленових труб, час остигання, залежно від товщини
Для орієнтування в наведених у таблиці термінах слід дотримуватися наступних визначень:
- Час нагрівання відраховується з дотику деталі з упором нагрівального елемента.
- Час з'єднання — параметр, який показує, як довго слід тримати труби для зварювання поліпропілену після їх збирання.
- Час остигання - часовий проміжок, який слід витримати для повного застигання та отримання монолітної зв'язки.
Складання деталей
Знявши з нагрівальної насадки, деталі їх слід зібрати. Для з'єднання труб пвх фітінг встановлюється під необхідним кутом і єдиним рухом труби з'єднуються разом.

При цьому заборонено провертати деталі. Утримуємо деталі, зберігаючи їхню нерухомість, але не прикладаючи зусиль, як при надяганні.
Час, який пройде між зняттям зі зварювального апарату, до зборки має бути мінімальним. В іншому випадку деталі охолонуть, і не зваряться або з'єднання буде низької якості.
Зверніть увагу! Для зварювання поліпропіленових труб великого діаметру 40 – 50 мм, ручні способи не підходять і необхідне використання спеціального центрувальника.
Охолодження з'єднання
Важливий момент, коли не слід чіпати деталь, у тому числі намагатися приміряти її і таке інше. Після охолодження зварений контур із поліпропіленових труб своїми руками готовий до використання.
Помилки при зварюванні
Зварювання пластикових труб своїми руками, особливо у новачків, спричинить появу низки помилок. Ми вибрали найчастіші, щоб ви могли розуміти, як зварювати деталі правильно, на що слід звернути увагу.
- Груба підготовка – найпростіша і найчастіша помилка. Неправильне формування кромки, бруд, вода та жир у місці зварювання труб з поліпропілену та подібна зневага підготовкою призводить до того, що місце з'єднання втрачає свою монолітність.
- Помилки позиціонування – дефекти, що виникають під час збору. Це спроби провернути деталь після збирання, спроби видалити напливи під час збирання. Все це означає остигання деталей з подальшим зниженням якості зварного шва.
- Неправильний матеріал. Тут ми звертаємось до особливостей зварювання пп труб. Поліпропілен від різних виробників може мати різну температуру плавлення, отже одна з деталей може бути недогріта або перегріта. Також така проблема виникає при спробах зварити дві труби різного діаметра.
- Неякісне складання – сюди слід віднести надмірний тиск при зборі, недостатній тиск, збільшення проміжку між зняттям виробу з апарату для зварювання та збором.
Всі описані проблеми зустрічаються досить часто і в більшості з'являються через звичайну недбалість виявленої зварювальником. Уникнути проблем допоможе інструкція зі зварювання поліпропіленових труб, представлена вище, пробна спроба варити стандартні з'єднання та обробка поліпропіленових труб у важкодоступних місцях.