पॉलीप्रोपाइलीन पाइपों की डू-इट-खुद वेल्डिंग
खरोंच से पानी के पाइप को बदलना या स्थापित करना एक जिम्मेदार प्रक्रिया है, इसलिए सामग्री को बहुत सावधानी से चुना जाना चाहिए। यह टिकाऊ, जंग के लिए प्रतिरोधी, उपयोग में आसान होना चाहिए। सबसे अच्छा, आज, पॉलीप्रोपाइलीन पाइप इस उद्देश्य के लिए उपयुक्त हैं। सामग्री के फायदों में 50 से अधिक वर्षों का सेवा जीवन, स्थापना में आसानी, सामग्री की सापेक्ष सस्ताता और कई अन्य फायदे हैं। टांका लगाने की तकनीक का उपयोग करके एक नए हीटिंग या पानी की आपूर्ति तारों की स्थापना की जाती है, यह पीवीसी पाइपों की वेल्डिंग भी है। पॉलीप्रोपाइलीन पाइपों की डू-इट-खुद वेल्डिंग सबसे सरल प्रक्रिया है, जिसे थोड़ी तैयारी के बाद, कोई भी मालिक संभाल सकता है। नीचे, हम विचार करेंगे कि पॉलीप्रोपाइलीन पाइप वेल्डिंग की तकनीक क्या है, इसकी बारीकियां।
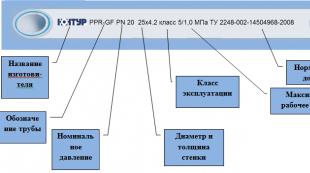
मुख्य सामग्री - प्लास्टिक पाइप, की अपनी विशेषताएं हैं और इसे कई मानदंडों के अनुसार वर्गीकृत किया गया है। पहली चीज जो आपकी आंख को पकड़ती है वह है रंग। उन्हें हरे, ग्रे, सफेद या काले रंग में रंगा जा सकता है। काले रंग में अंकन का मतलब है कि रचना में विशेष योजक होते हैं जो पराबैंगनी विकिरण के संपर्क में आने पर सामग्री के विनाश को रोकते हैं और सीधे जमीन पर रखे जा सकते हैं। शेष रंगों में रंग से जुड़े मतभेद नहीं होते हैं और इन्हें घर के अंदर या मिट्टी की परत के नीचे इस्तेमाल किया जाता है।
उद्देश्य से पाइपों का वर्गीकरण:
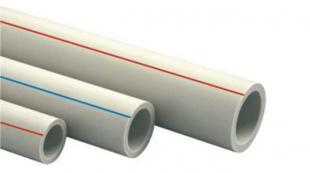
- ठंडे पानी की आपूर्ति के लिए (नीली पट्टी के साथ चिह्नित, पानी का तापमान 45C सीमित)।
- गर्म पानी की आपूर्ति के लिए (लाल पट्टी के साथ चिह्नित, तापमान सीमा 85C)।
- सार्वभौमिक (नीली और लाल धारियों के साथ चिह्नित, निर्माता के आधार पर तापमान 65 - 75 सी तक पहुंच सकता है)।
गर्म, ठंडे पानी और सार्वभौमिक प्रकार के मॉडल चिह्नित हैं, जो सामग्री के अतिरिक्त प्रदर्शन संकेतकों को इंगित करता है:
- PN10 - 1 एमपीए (अपार्टमेंट पाइपलाइनों के लिए नहीं) के सिस्टम दबाव में उपयोग किए जाने वाले ठंडे पानी के लिए उत्पादों का अंकन;
- PN16 - सार्वभौमिक पाइप और ठंडे पानी में लागू अंकन। ऐसी सामग्री 65C तक तापमान और 1.6 MPa के दबाव का सामना कर सकती है;
- PN20 - एक मोटी दीवार वाली सामग्री जो 2 MPa तक दबाव और 85C (वेल्डिंग हीटिंग पाइप) के तापमान का सामना कर सकती है;
- PN25 - शीसे रेशा या पन्नी की एक मजबूत परत के साथ प्रबलित पाइप। 2.5 एमपीए और पानी के तापमान 95 डिग्री सेल्सियस तक दबाव का सामना करें।
आवश्यक उपकरण और उपकरण
पॉलीप्रोपाइलीन पाइप वेल्डिंग के लिए, आपको उपकरणों के एक निश्चित सेट की आवश्यकता होगी, ये हैं:
- वेल्डिंग मशीन ही;
- विभिन्न व्यास के हीटिंग नलिका का एक सेट;
- काटने का उपकरण;
- शेवर - एक उपकरण जो मजबूत परत को हटाता है (PN25 अंकन के साथ काम करते समय आवश्यक);
- बेवेलर - कटे हुए सिरों को संरेखित करने के लिए आवश्यक उपकरण (यदि प्लास्टिक उत्पादों को हैकसॉ या एक उपयुक्त उपकरण से काटा जाता है जो पूरी तरह से सपाट कट अंत नहीं देता है तो आवश्यक है)।

पीपी वेल्डिंग के लिए आवश्यक उपकरण
सॉकेट वेल्डिंग तकनीक - चरण दर चरण निर्देश
सॉकेट वेल्डिंग में एक दूसरे में पुर्जे डालकर पाइप और फिटिंग का कनेक्शन शामिल होता है। पॉलीप्रोपाइलीन पाइपों की इस तरह की डू-इट-खुद वेल्डिंग को सबसे सरल माना जाता है, एक बट वेल्डिंग सिस्टम भी है, लेकिन वहां इस्तेमाल की जाने वाली तकनीक काम को जटिल बना सकती है, खासकर घर पर। इसलिए, नीचे हमने बताया है कि पॉलीप्रोपाइलीन पाइप वेल्डिंग की चरणबद्ध प्रक्रिया कैसे होती है।
पाइप काटना
इसके लिए डिज़ाइन किए गए टूल से सामग्री को काटें। यदि कोई नहीं है, तो हैकसॉ या अन्य उपलब्ध उपकरण के साथ कटौती की जा सकती है, मुख्य बात यह है कि ज्यामिति को नुकसान न पहुंचे और कटे हुए विमान को भी रखें। बेवलर बाद के लिए अभिप्रेत है, यह अंत को भी साफ करता है, जिसमें प्रबलिंग परत आंतरिक व्यास के करीब होती है। अन्यथा, यह तत्व ढीले जोड़ने वाले छेद बना सकता है और रिसाव का कारण बन सकता है।

पॉलीप्रोपाइलीन पाइप को एक विशेष शाफ़्ट चाकू से आकार में काटा जाता है
पाइप और फिटिंग की तैयारी
वेल्डिंग से पहले, पाइप, बाहर से, शराब के साथ खराब हो जाते हैं, और अंदर से फिटिंग। प्रबलित उत्पादों के लिए, एक विशेष उपकरण का उपयोग किया जाता है जो सख्त परत को हटा देता है - एक शेवर।
कृपया ध्यान दें कि कुछ निर्माता कट में सामग्री के संभावित अंडाकार के कारण सामान्य लोगों के लिए शेवर का उपयोग करने की सलाह देते हैं।

प्रबलित एल्यूमीनियम की शीर्ष परत को अलग करने के लिए शेवर
वेल्डिंग मशीन तैयार करना
इस तथ्य के बावजूद कि अधिकांश उपकरणों के अपने स्वयं के समर्थन तत्व होते हैं, डिवाइस को मेज पर एक वाइस या क्लैंप में मजबूती से तय किया जाना चाहिए। उपकरण बहुत हल्का है, इसलिए यह आसानी से गिर सकता है और टूट सकता है या आग लगने पर आग लग सकती है।
हम युग्मन और खराद का धुरा वेल्डिंग के लिए निश्चित उपकरण में डालते हैं।

वेल्डिंग के लिए नोजल
हम टॉगल स्विच को वांछित तापमान मान पर सेट करते हैं। पॉलीप्रोपाइलीन के लिए, यह 270 डिग्री है, लेकिन ऐसे समय होते हैं जब कम या उच्च तापमान की आवश्यकता होती है। हम इन मूल्यों को हमारी सामग्री के लिए संलग्न दस्तावेज से लेते हैं और टांका लगाने वाले लोहे के निर्देशों का उपयोग करते हुए, हम इष्टतम तापमान का चयन करते हैं।
हीटिंग के लिए भागों को स्थापित करना
पॉलीप्रोपाइलीन पाइपों को वेल्डिंग करने की तकनीक का तात्पर्य है कि जब डिवाइस ऑपरेटिंग तापमान तक पहुंच गया है (हरा संकेतक रोशनी करता है या एक श्रव्य संकेत लगता है), तो आप पाइप वेल्डिंग मशीन पर वेल्डेड किए जाने वाले भागों को स्थापित करने के लिए आगे बढ़ सकते हैं।

कट को धीरे-धीरे आस्तीन में तब तक डाला जाता है जब तक कि यह बंद न हो जाए, और एक गड़गड़ाहट बन जाए - अतिरिक्त सामग्री, जिसे डालने पर, एक रोलर में लुढ़क जाता है। डालते समय, यह सुनिश्चित करना बहुत महत्वपूर्ण है कि गड़गड़ाहट का सही आकार है, बिना ब्रेक और अन्य दोषों के। यदि भाग बिना किसी दृश्य प्रयास के डाला गया है या अनुदान गायब है, तो इसे दोषपूर्ण माना जा सकता है और इसे बदला जाना चाहिए। वही फिटिंग पर लागू होता है, जिसे तब तक दृश्यमान बल के साथ खराद का धुरा पर रखा जाना चाहिए, जब तक कि यह बंद न हो जाए।
महत्वपूर्ण! हीटिंग तत्व को सख्ती से लंबवत भाग पर दबाकर हीटिंग और हटाने के लिए स्थापना की जानी चाहिए। एक कोण पर दबाव या एक निश्चित कोण पर उनके हटाने के साथ भागों को हटाना निषिद्ध है।
वेल्डिंग
जब वेल्डेड तत्वों को उनके स्थानों पर स्थापित किया जाता है, तो उन्हें एक निश्चित समय दिया जाना चाहिए ताकि सामग्री चिपचिपा हो जाए और साथ ही पॉलीप्रोपाइलीन वेल्डिंग रॉड अपने लोड-असर गुणों को न खोएं। नीचे विभिन्न व्यास के पॉलीप्रोपाइलीन पाइप वेल्डिंग के लिए उपयुक्त अनुमानित पैरामीटर हैं। यह विचार करने योग्य है कि मान औसत हैं, और अधिक सटीक, निर्माता साथ में प्रलेखन में इंगित करता है।

पॉलीप्रोपाइलीन पाइप का वेल्डिंग तापमान, मोटाई के आधार पर ठंडा करने का समय
तालिका में दिए गए शब्दों में अभिविन्यास के लिए, निम्नलिखित परिभाषाओं का पालन किया जाना चाहिए:
- हीटिंग समय की गणना उस क्षण से की जाती है जब भाग हीटिंग तत्व के स्टॉप को छूता है।
- कनेक्शन का समय - एक पैरामीटर जो दिखाता है कि पॉलीप्रोपाइलीन वेल्डिंग के लिए पाइपों को एकत्र किए जाने के बाद कितनी देर तक रखा जाना चाहिए।
- ठंडा करने का समय - वह समय अंतराल जिसे पूर्ण जमने और एक अखंड बंधन प्राप्त करने के लिए बनाए रखा जाना चाहिए।
भागों की विधानसभा
हीटिंग नोजल से भागों को हटाने के बाद, उन्हें इकट्ठा किया जाना चाहिए। पीवीसी पाइप को जोड़ने के लिए, फिटिंग को आवश्यक कोण पर सेट किया गया है, और पाइप एक ही आंदोलन के साथ एक साथ जुड़े हुए हैं।

इस मामले में, भागों को मोड़ना मना है। हम भागों को पकड़ते हैं, उन्हें स्थिर रखते हैं, लेकिन बिना बल लगाए, जैसे कि डालते समय।
वास्तविक असेंबली से पहले, वेल्डिंग मशीन से हटाने के बीच का समय न्यूनतम होना चाहिए। अन्यथा, पुर्जे ठंडे हो जाएंगे और वेल्ड नहीं होंगे या कनेक्शन खराब गुणवत्ता का होगा।
टिप्पणी! बड़े व्यास 40 - 50 मिमी के पॉलीप्रोपाइलीन पाइप वेल्डिंग के लिए, मैनुअल तरीके उपयुक्त नहीं हैं और एक विशेष केंद्र मशीन का उपयोग करना आवश्यक है।
कनेक्शन कूलिंग
एक महत्वपूर्ण बिंदु जब आपको उस हिस्से को नहीं छूना चाहिए, जिसमें इसे आज़माने की कोशिश करना आदि शामिल हैं। ठंडा होने के बाद, अपने हाथों से पॉलीप्रोपाइलीन पाइप से बना वेल्डेड सर्किट उपयोग के लिए तैयार है।
वेल्डिंग त्रुटियां
प्लास्टिक पाइपों की डू-इट-खुद वेल्डिंग, विशेष रूप से शुरुआती लोगों के लिए, कई त्रुटियों को जन्म देगा। हमने सबसे आम लोगों का चयन किया है ताकि आप समझ सकें कि भागों को सही तरीके से कैसे वेल्ड किया जाए, आपको किस पर ध्यान देना चाहिए।
- रफ तैयारी सबसे सरल और सबसे आम निरीक्षण है। पॉलीप्रोपाइलीन पाइपों की वेल्डिंग के स्थान पर अनुचित किनारे का निर्माण, गंदगी, पानी और ग्रीस और तैयारी की इसी तरह की उपेक्षा इस तथ्य की ओर ले जाती है कि जंक्शन अपनी दृढ़ता खो देता है।
- पोजिशनिंग त्रुटियां वे दोष हैं जो असेंबली के दौरान होती हैं। यह संग्रह के बाद भाग को घुमाने का प्रयास है, संग्रह के दौरान शिथिलता को दूर करने का प्रयास है। इसका मतलब है कि वेल्ड की गुणवत्ता में बाद में कमी के साथ भागों का ठंडा होना।
- गलत सामग्री। यहां हम पीपी पाइप वेल्डिंग की सुविधाओं की ओर मुड़ते हैं। विभिन्न निर्माताओं के पॉलीप्रोपाइलीन में अलग-अलग गलनांक हो सकते हैं, जिसका अर्थ है कि भागों में से एक को कम या ज़्यादा गरम किया जा सकता है। साथ ही, यह समस्या तब होती है जब विभिन्न व्यास के दो पाइपों को वेल्ड करने का प्रयास किया जाता है।
- खराब असेंबली - इसमें संग्रह के दौरान अत्यधिक दबाव, अपर्याप्त दबाव, वेल्डिंग और संग्रह के लिए मशीन से उत्पाद को हटाने के बीच के अंतराल में वृद्धि शामिल होनी चाहिए।
वर्णित सभी समस्याएं काफी सामान्य हैं और अधिकांश भाग वेल्डर द्वारा दिखाई गई सामान्य लापरवाही के कारण प्रकट होते हैं। ऊपर प्रस्तुत पॉलीप्रोपाइलीन पाइपों को वेल्डिंग करने के निर्देश, मानक जोड़ों को वेल्ड करने का एक परीक्षण प्रयास और हार्ड-टू-पहुंच स्थानों में पॉलीप्रोपाइलीन पाइप को संसाधित करने से समस्याओं से बचने में मदद मिलेगी।