Технологические испытания. Механические свойства металла и технологические испытания труб
5. Технологические испытания металлов и сплавов
Способность металлов и сплавов подвергаться различным видам технологической обработки (обработке давлением, резанием, сварке) зависит от их технологических свойств. Для определения технологических свойств проводят испытания по технологическим пробам, используемым чаще всего в производственных условиях. К технологическим относятся пробы для испытания на изгиб, осадку, сплющивание, бортование, загиб труб и многие другие. Многие технологические пробы и методы испытаний стандартизованы.
По результатам технологических испытаний определяют возможность изготовления качественного изделия из данного материала в условиях, соответствующих принятому на данном производстве технологическому процессу.
Испытание на изгиб (ГОСТ 14019 -- 80) служит для определения способности материалов выдерживать без разрушения заданные деформации изгиба. Образец / (Рис. 6, а) с помощью оправки 2 изгибается под действием усилия пресса между роликами 3 до заданного угла а. Способность материала выдерживать деформацию изгиба характеризуется заданным углом загиба а. При изгибе образца на 180° материал способен выдержать предельную деформацию изгиба. Образцы, выдержавшие испытание, не должны иметь трещин, надрывов, расслоений.
Испытанию на изгиб подвергают листы толщиной до 30 мм, сортовой прокат -- прутки, швеллеры, уголки.
Рис. 6. Технологические испытания:
а -- на изгиб, б -- на осадку, в -- на сплющивание труб, г -- на бортование труб, д -- на загиб труб; 1 -- образец, 2 -- оправка, 3 -- ролики,
Образец до осадки, 5-- образец после осадки, 6 -- труба
Испытание на осадку (ГОСТ 8817--82) служит для определения способности металла выдерживать заданную пластическую деформацию. Образец 4 осаживается в горячем или холодном состоянии с помощью пресса или молота до определенной высоты h (Рис. 6,6). Испытание на осадку производят на круглых или квадратных образцах диаметром или стороной квадрата в холодном состоянии от 3 до 30 мм, в горячем состоянии -- от 5 до 150 мм. Высота стальных образцов должна равняться двум диаметрам, а образцов из цветных сплавов -- не менее 1,5 диаметра. Образец считается выдержавшим испытание, если на нем не появились трещины, надрывы или изломы.
Испытание на сплющивание труб (ГОСТ 8695 -- 75) служит для определения способности труб сплющиваться до определенной высоты Н (Рис. 6, в) без трещин и надрывов. Конец трубы 6 или ее отрезок длиной 20...50 мм сплющивают между двумя параллельными плоскостями. Если труба сварная, то шов на трубе должен располагаться по горизонтальной оси, как показано на рисунке. Сплющивание труб производят плавно со скоростью не более 25 мм/мин. Образец считается выдержавшим испытание, если на нем не появились трещины или надрывы.
Испытание на бортование труб (ГОСТ 8693--80), используют для определения способности труб к отбортов-ке на угол 90°. Конец трубы 6 (Рис. 6, г) отбортовывает-ся с помощью оправки 2 усилием Р пресса до получения фланца заданного диаметра D. Рабочая поверхность оправки должна быть чисто обработанной и обладать высокой твердостью (HRC не менее 50). Радиус закругления оправки, которым формируется.борт, должен быть равен двукратной толщине стенки трубы (R=2s). Бортование считается качественным, если на фланце не обнаружено надрывов и трещин.
Испытание на загиб труб (ГОСТ 3728--78) служит для определения способности труб загибаться без трещин и надрывов на угол 90°. Перед испытанием трубу 6 (Рис. 6,(3) заполняют чистым, сухим речным песком или другим наполнителем. Испытание заключается в плавном загибе образца любым способом, позволяющим загнуть образец так, чтобы его наружный диаметр D ни в одном месте не стал меньше 85 % от начального. Для испытания труб наружным диаметром до 60 мм используют их отрезки, диаметром 60 мм и более -- вырезанные из труб продольные ленты шириной 10 мм. Образец считается выдержавшим испытание, если на нем не появились изломы, надрывы, расслоения.
Испытание на свариваемость производят для определения прочности сварного стыкового соединения. Сваренный образец подвергают изгибу (см. Рис. 6, а) на заданный угол а или испытывают на растяжение. Затем сравнивают прочности сваренного и несваренного образцов из испытуемого металла.
Виды чугунов. Свойства цветных металлов
В технике к цветным относят все нежелезные металлы. На их основе создано большое число сплавов, обладающих широким диапазоном свойств, соответствующих требованиям к авиационным материалам. К ним относятся: значительная механическая прочность...
В результате применения магнитно-импульсной обработки представляется возможной штамповка листовых и трубчатых заготовок толщиной до 5 мм. Размеры заготовок (диаметр, обрабатываемая площадь) обуславливаются запасом энергии установки...
Высокопроизводительные методы обработки металлов давлением
Сверхпластичность определяется как способность поликристаллических (ультрамелкозернистых) материалов равномерно пластически деформироваться на очень большие степени (до Ек > 200%) при относительно высоких температурах и малых напряжениях (2.....
Высокопроизводительные методы обработки металлов давлением
Наиболее часто сверхпластичность используется в технологии объемной штамповки...
Изготовление деталей методами пластической деформации
Прокатка металлов - способ обработки металлов и металлических сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов. Валки имеют большей частью форму цилиндров...
Испытательная станция турбовинтовых двигателей ТВ3–117 ВМА–СБМ1 серийного производства
Типовые испытания проводят с целью: - проверки конструктивных и технологических изменений, вносимых для усовершенствования серийного двигателя; - проверки ремонтной технологии...
Кристаллизация металлов и сплавов
Кристаллизация -- переход металла (сплава) из жидкого состояния в твердое -- происходит в условиях...
Литейные свойства сплавов. Прокатный стан. Физические основы сварки
Сваркой называется процесс получения неразъёмного соединения отдельных частей из твёрдых материалов за счёт междуатомных сил сцепления как с применением нагрева, так и без него...
Модернизация склерометрического комплекса для измерения твёрдости
Суть метода заключается в том, что боек определенной массы с алмазным наконечником свободно и вертикально падает с определенной высоты на испытуемую поверхность [СамГТУ.200501.059.009.06]...
Основные сведения о материалах
Металлы -- простые вещества, обладающие свободными, не связанными с определенными атомами электронами, которые способны перемещаться по всему объему тела. Эта особенность состояния металлического вещества определяет собой свойства металлов...
Строение и свойства сплавов
Технология обработки материалов давлением
Под холодной штамповкой понимают штамповку металлов и сплавов без предварительного нагрева заготовки, т.е. при комнатной температуре...
Технология производства и потребительские свойства сплавов твердых безвольфрамовых
Контроль качества твердых спеченных безвольфрамовых сплавов осуществляется в соответствии с ГОСТ 20019-74 «Сплавы твердые спеченные. Метод определения прочности»; ГОСТ 20017-74 «Сплавы твердые спеченные...
Технология сварочного производства
Способность металлов и сплавов к сварке оценивается по их свариваемости. Свариваемостью называется свойство или сочетание свойств металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям...
Контрольная работа
по технологии обработки металла
тема: Обработка листового металла
1. Определение пригодности листового материала для глубокой вытяжки испытаниями по методу Эриксена
2. Отбортовка круглых отверстий
3. Вырубка-пробивка эластичным инструментом
4. Определение параметров сверхпластичности металлов
Литература
1. Определение пригодности листового материала для глубокой вытяжки испытаниями по методу Эриксена
Пригодность металла для вытяжки может быть установлена по показателям пластичности, определяемым по результатам испытаний образцов на линейное растяжение: отношению предела текучести к временному сопротивлению у т /у в, показателю упрочнения п, коэффициенту анизотропии R б.
Высокую способность к вытяжке показывают металлы, имеющие
у т /у в = 0,65 - 0,75, п > 0,2, R б? 1,0.
Проведение испытаний на растяжение и определение указанных выше показателей пластичности металла требует специального оборудования, высококвалифицированного персонала, а также значительных затрат времени. Поэтому такие испытания проводятся в лабораторных условиях. На производстве же проводят более простые и менее трудоемкие технологические испытания. Одно из таких испытаний - испытание на вытяжку сферической лунки по ГОСТ 10510-80 (метод Эриксена) на приборе МЛТ-10Г.
Испытания листового материала по методу Эриксена относятся к технологическим пробам, под которыми понимается выявление способности листового металла подвергаться пластическим деформациям, аналогичным тем, которые он испытывает в процессе технологической обработки.
Для установления пригодности материала к вытяжным операциям листовой штамповки применяются три основных вида испытаний:
v испытания на глубину выдавливания сферической лунки;
v испытания на глубину вытяжки колпачка;
v растягивание отверстия.
Прибор МЛТ-10Г позволяет проводить все три вышеуказанных вида испытаний.
Метод Эриксена заключается в вытяжке сферической лунки в зажатом по контуру образце с помощью пуансона 3 со сферической рабочей поверхностью (рис. 1.1).
Образец зажимают между матрицей 1 и прижимным кольцом 2 . Критерием окончания испытания служит момент образования трещины на поверхности образца. Мерой способности металла к вытяжке служит глубина h вытянутой лунки. В зависимости от глубины вытянутой лунки металл относят к той или иной категории вытяжки (табл. 1.1).
Рисунок 1.1 - Схема вытяжки сферической лунки: 1 - матрица; 2 - прижимное кольцо, 3 - пуансон
Таблица 1.1 - Нормы при испытаниях материалов по методу Эриксена
В соответствии с ГОСТ 10510--80 усилие прижима Q образца к матрице должно составлять 10 - 11 кН.
Кроме основного показателя испытания - глубины вытяжки сферической лунки - о качестве металла можно судить по характеру разрушения и состоянию поверхности вытянутой лунки. Разрыв образца по дуге окружности (рис.1.2,а ) указывает на изотропность металла. Разрыв по прямой линии (рис.1.2,б ) свидетельствует о полосчатости микроструктуры металла. Гладкая поверхность лунки указывает на мелкозернистую структуру, а шероховатая ("апельсиновая корка") - признак крупнозернистой структуры металла.
Рисунок 1.2 - Виды разрушения заготовок при вытяжке (формовке) сферической лунки
Материальное обеспечение
v испытательная машина МТЛ-10Г (рис.1.3);
v комплект оснастки для вытяжки (формовки) сферического сегмента: пуансон диаметром 20 мм, матрица, прижимное кольцо, штангенциркуль, микрометр;
v образцы из листовой углеродистой или конструкционной стали толщиной 0,8 - 2,0 мм в виде карточек размерами (70-100)х(70-100) мм или кружков диаметром 70-100 мм.
Рисунок 1.3 - Схема испытательной машины МТЛ-10Г: 1 - штурвал; 2 - шайба с разметкой; 3 - втулка с прижимным кольцом; 4 - сферический пуансон; 5 - вытяжное очко; 6 - зеркало; 7 - подпружиненный стопор; 8 - винт.
Машина МЛТ-10Г работает следующим образом. Вращением штурвала 1 перемещают вправо втулку 3, соединенную с корпусом резьбовым соединением, а также винт 8, застопоренный во втулке 3 подпружиненным стопором 7. При этом происходит жесткий прижим заготовки между прижимным кольцом втулки 3 и вытяжным очком 5.
Далее путем сжатия пружины высвобождают стопор 7 из глухого паза в винте 8. При дальнейшем вращении штурвала 1 винт 8 по резьбе в отверстии втулки 3 перемещается вправо при неподвижной втулке 3. Сферический пуансон 4, перемещаемый вместе с винтом 8, деформирует зажатую заготовку в полость вытяжного очка 5. Образование трещины в формуемой заготовке фиксируют визуально с помощью зеркала 6.
2. Отбортовка круглых отверстий
металл отверстие штамповочный сверхпластичность
Отбортовка отверстий широко используется в штамповочном производстве, заменяя операции вытяжки с последующей вырубкой дна. Особенно эффективно применяется отбортовка отверстий при изготовлении деталей с большим фланцем, когда вытяжка затруднительна и требует нескольких переходов. В настоящее время путем отбортовки получают отверстия диаметром 3 ч 1000 мм и толщиной материала 0,3 ч 30 мм.
Под отбортовкой понимают операцию холодной листовой штамповки, в результате которой по внутреннему (внутренняя отбортовка) или наружному (наружная отбортовка) контуру заготовки образуется борт. В основном выполняют внутреннюю отбортовку круглых отверстий. Образование борта в этом случае осуществляется за счет вдавливания в отверстие матрицы части заготовки с предварительно или одновременно с отбортовкой пробитым отверстием. Схема отбортовки круглых отверстий показана на рисунке 2.1. Разновидностью отбортовки является отбортовка с утонением стенки.
Рисунок 2.1 - Схемы отбортовки круглых отверстий: а) сферическим пуансоном; б) цилиндрическим пуансоном
Отбортовку круглых отверстий выполняют сферическим (рисунок 2.1а ) или цилиндрическим пуансоном (рисунок 2.1б ). В последнем случае рабочий конец пуансона выполняют в виде фиксатора (ловителя), обеспечивающего центрирование заготовки по отверстию, с коническим переходом к рабочей части диаметра d п.
Деформация металла при отбортовке характеризуется следующими изменениями: удлинением в тангенциальном направлении и уменьшением толщины материала, о чем свидетельствует радиально-кольцевая сетка, нанесенная на заготовку (рисунок 2.2). Расстояния между концентрическими окружностями остаются без значительных изменений.
Рисунок 2.2 - Заготовка до и после отбортовки
Степень деформации при отбортовке отверстий определяется соотношением между диаметром отверстия в заготовке d и диаметром борта D или так называемым коэффициентом отбортовки:
К = d /D ,
где D определяется по средней линии (см. рисунок 2.2).
Если коэффициент отбортовки превышает предельную величину К пред, то на стенках борта образуются трещины.
Предельный для данного материала коэффициент отбортовки может быть аналитически рассчитан по формуле:
где h - коэффициент, определяемый условиями отбортовки;
d - относительное удлинение, определяемое из испытаний на растяжение.
Величина предельного коэффициента отбортовки зависит от следующих факторов:
1) характера обработки и состояния кромок отверстий (сверление или пробивка, наличие или отсутствие заусенцев);
2) относительной толщины заготовки s /D ;
3) рода материала и его механических свойств;
4) формы рабочей части пуансона.
Существует прямая зависимость предельно допустимого коэффициента отбортовки от относительной толщины заготовки, т. е. с уменьшением d /s величина предельно допустимого коэффициента отбортовки К пред уменьшается и увеличивается степень деформации. Кроме того, величина К пред зависит от способа получения отбортовываемого отверстия, что показано в таблице 2.1 для малоуглеродистой стали. В таблице 2.2 приведены предельные значения коэффициента отбортовки для цветных материалов.
Допустимая величина утонения стенки борта при отбортовке вследствие дефектов края отверстия (заусенцы, наклеп и т. п.) значительно ниже, чем величина поперечного сужения при испытании на растяжение. Наименьшая толщина у края борта составляет:
Таблица 2.1 - Расчетные значения К пред для малоуглеродистой стали
|
Тип пуансона |
Способ получения отверстия |
Значения К пред в зависимости от d /s |
|||||||||||
|
сферический |
|||||||||||||
|
пробивка в штампе |
|||||||||||||
|
цилиндрический |
сверление с зачисткой заусенцев |
||||||||||||
|
пробивка в штампе |
Расчет технологических параметров отбортовки круглых отверстий осуществляют следующим образом. Исходными параметрами являются внутренний диаметр D вн отбортованного отверстия и высота борта Н , заданные чертежом детали. По указанным параметрам рассчитывают требуемый диаметр d технологического отверстия.
Таблица 2.2 - Значения К пред для цветных металлов и сплавов
Для относительно высокого борта расчет диаметра d выполняют исходя из равенства объемов заготовки до и после отбортовки:
где D 1 = d п + 2(r м + s ).
В данной формуле геометрические параметры определяются согласно рисунку 2.1.
Для низкого борта расчет можно выполнять из условия обычной гибки в радиальном сечении:
d = D + 0,86r м - 2Н - 0,57s .
Затем проверяют возможность отбортовки за один переход. Для этого сравнивают коэффициент отбортовки (см. стр.14) с предельным значением К пред: К > К пред.
Усилие отбортовки круглых отверстий цилиндрическим пуансоном может быть приближенно определено по формуле
где s Т - предел текучести материала.
Характер изменения усилия при отбортовке показан на рисунке 2.3 в зависимости от формы очертания рабочей части пуансона.
Рисунок 2.3 - Диаграммы усилия и переходы отбортовки круглых отверстий при различной форме пуансона: а ) криволинейной; б ) сферической; в ) цилиндрической
3. Вырубка-пробивка эластичным инструментом
Использование традиционных методов листовой штамповки связано с изготовлением дорогой штамповочной оснастки и эффективно лишь при крупносерийном и массовом характере производства. В мелкосерийном и опытном производствах холодная листовая штамповка в случае применения обычных конструкций штампов экономически невыгодна, то есть затраты на штамповочную оснастку не окупаются.
Одним из экономически эффективных методов штамповки в условиях мелкосерийного и опытного производства является штамповка эластичным инструментом, когда один из рабочих инструментов изготовлен из резины или полиуретана. При этом значительно упрощается конструкция инструмента и удешевляется его изготовление, отпадает необходимость изготовления и пригонки второго рабочего инструмента, сокращаются сроки подготовки производства.
Штамповка эластичным инструментом применяется как для разделительных операций - вырубки-пробивки, так и для формоизменяющих операций - гибки, вытяжки и формовки.
В качестве эластичных сред для штамповки используются резины и полиуретаны. Резины менее износостойки и работают при сравнительно небольших давлениях, обычно не превышающих 20 ч 30 МПа.
В последнее время вместо резины все шире применяется полиуретан. Полиуретаны более износостойки и выдерживают давления порядка 1000 МПа (в закрытых объемах). Прочность полиуретана в 6 ч 8 раз выше, чем у резины, и достигает 600 МПа. Чаще всего используют полиуретаны марок СКУ-6Л, СКУ-7Л, СКУ-ПФЛ. Последняя марка обычно используется для разделительных операций.
Особенно эффективно используются эластичные среды при выполнении разделительных операций. При помощи полиуретана можно вырезать детали из алюминиевых сплавов толщиной до 3 мм; из стали (легированной и углеродистой), латуни и бронзы толщиной до 2 мм.
Типовая универсальная оснастка для вырубки-пробивки показана на рисунке 3.1. За один ход пресса производится вырубка детали по контуру и пробивка отверстий и пазов в соответствии с конфигурацией вырезного шаблона. Контейнер, в котором располагается эластичный инструмент, обычно изготавливают из стали 40Х с твердостью после нормализации HRC 28 ч 32.
Вырезные шаблоны простой конфигурации и толщиной более 2 ч 3 мм изготавливаются из углеродистых сталей марок У 8, У 8А, У 10, У 10А. Более тонкие и сложные по контуру шаблоны делают из легированных сталей марок Х 12, Х 12М, Х 12Ф 1. Твердость шаблона после закалки составляет HRC 56 ч 60, шероховатость рабочей поверхности после шлифования Ra 0,25 ч 1,00.
Большое значение при вырезке деталей имеет высота вырезного шаблона, от которого зависит величина отхода материала и качество детали. Оптимальную высоту шаблона Н (в мм), обеспечивающую качественную вырезку заготовки из пластичного материала, можно определить по формуле
где d р - относительное равномерное удлинение материала;
s - толщина материала, мм.
Рисунок 3.1 - Штамп для вырубки-пробивки эластичными середами: 1 - контейнер; 2 - шайба; 3 - эластичный инструмент; 4 - заготовка; 5 - вырезной шаблон; 6 - подштамповая плита
Высота эластичного блока Н э (мм) выбирается из условия
Н э 3H + 10, (3.2)
где Н берется в миллиметрах.
Необходимый припуск материала L (мм) при вырубке деталей с простым контуром определяется по формуле
где f - коэффициент трения между заготовкой и подштамповой плитой.
При вырубке деталей с криволинейным контуром величина припуска L (мм) определяется:
где R - где радиус кривизны контура детали (знак "плюс" берется для выпуклого контура, "минус" - для вогнутого).
Давление, необходимое для вырубки детали по контуру, зависит от механических свойств материала, его толщины и высоты вырезного шаблона. Для выпуклого (знак "плюс") или вогнутого (знак "минус") криволинейного участка давление вырезки q определяется по формуле
а для прямолинейного участка по формуле
q = s s в /H . (3.6)
Для пробивки отверстий небольшого диаметра d давление составляет:
q = 3s s в /d , (3.7)
а для вырезки небольших пазов с размерами а b
При одновременной вырубке детали по контуру и пробивке отверстий и пазов необходимое давление следует определять по максимальной величине q max , которое, как правило, соответствует пробивке отверстий и пазов с наименьшей площадью.
Усилие пресса Р , необходимое для осуществления разделительной операции, определяется с учетом коэффициента потерь на трение и сжатие эластичного инструмента по формуле
Р = 1,2Fq max , (3.9)
где F - площадь рабочей поверхности эластичного инструмента.
4. Определение параметров сверхпластичности металлов
Сверхпластичностью называется состояние деформируемого материала с особой структурой, возникающее при высокой гомологической температуре и характеризующееся аномально высокими предельными степенями деформации без нарушения сплошности материала под влиянием напряжений, величина которых очень низка и сильно зависит от скорости деформации и структура материала.
Таким образом, необходимы три условия для перевода материалов в сверхпластичное состояние:
1. Особая структура - это ультрамелкое равноосное зерно с размером не более 25 мкм. Такая структура обеспечивает при температуре сверхпластичности иной механизм деформации - межзеренное скольжение.
2. Оптимальная температура Т = 0,7…0,85 Тпл. (Тпл - температура плавления металла). При Т < 0,7 Тпл диффузионная подвижность зерен невелика для реализации межзеренного скольжения. При Т > 0,85 Тпл происходит интенсивный рост зерен, тормозящий процессы межзеренного скольжения, что приводит к исчезновению эффекта сверхпластичности в металле.
3. Скорость деформации й: достаточно малая для полного прохождения диффузионных процессов и достаточно высокая, чтобы в условиях высоких температур предотвратить рост зерна; для материалов с ультрамелкозернистой структурой размером 1-10 мкм й = 10 -5 …10 -3 с -1 , для материалов с субмикронным зерном 0,1-1 мк й = 10 -0 …10 -3 с -1 , для материалов с нанокристаллической структурой 100-10 нм й = 10 -1 …10 1 с -1 , для аморфных материалов 10 3 …10 5 с -1 .
Признаки состояния сверхпластичности:
1. Повышенная чувствительность напряжения течения S к изменению скорости деформации й, т.е. повышенная склонность к скоростному упрочнению. Скоростная чувствительность напряжения течения к скорости деформации определяется коэффициентом
m = dlnS /dln й > 0,3.
2. Большой ресурс деформационной способности (деформация квазиравномерная на сотни и тысячи процентов по принципу бегающей шейки).
3. Напряжение течения в состоянии СП в несколько раз меньше, чем предел текучести материалов при пластической деформации.
Связь между силовыми и деформационно-скоростными параметрами металлов и сплавов, обрабатываемых давлением, в общем виде выглядит следующим образом:
S = Cе n й m , (4.1)
где е и й - логарифмические степень и скорость деформации;
С - коэффициент, зависящий от температуры и структуры металла.
Для сверхпластичных материалов деформационное упрочнение практически отсутствует, то есть n = 0, е n = 1 и уравнение (1) принимает вид:
S = Кй m , (4.2)
при этом К? С.
В основе всех методов определения параметра m лежит сравнение напряжения течения S минимум при двух скоростях деформации й.
Из формулы (2) показатель m можно определить по уравнению:
m = dlnS /dln й (4.3)
Процедура определения m состоит в том, что образец растягивают или сжимают до максимума усилия, а затем на участке установившегося течения (при постоянной или снижающей нагрузке) резко увеличивают скорость деформирования с v 1 до v 2 (рис. 4.1.).
Рисунок 4.1 - Схема кривой усилие-время для определения показателя m методом скачкообразного изменения скорости траверсы
По достижении нового максимума усилия и начала установившегося течения вновь изменяют скорость траверсы, уменьшая или увеличивая ее.
Стремление полнее удовлетворить требованиям одинаковой предварительной деформации и неизменности структуры привело к разработке разных способов расчета, использующих разные точки кривой на рис.4.1. Рассмотрим некоторые из них.
1. По методу Бэкофена:
где Р А - максимальное усилие при v 2 , а Р В - усилие, полученное экстраполяцией участка СD при скорости v 1 до деформации, равной деформации в точке при скорости v 2 . Полученное по уравнению (4.4) значение m приписывается некоторой средней скорости деформации, вычисленной по v 1 и v 2 при условии равномерности деформации.
Способ Бэкофена неточен из-за ошибок экстраполяции.
2. Способ Моррисона не требует экстраполяции, так как m определяется по уравнению:
где S A и S C - истинные напряжения в точках максимальных усилий для сравниваемых скоростей;
S A = 4Р А /р(D 2 А), D А = DоvНо/(Н о - Д А);
S С = 4Р С /р(D 2 С), D С = DоvНо/(Н о - Д С),
D о и Н о - исходные размеры образцов;
Д А, Д С - абсолютная деформация образцов в точках А и С.
й А и й С - истинные скорости деформации,
й А = V A /(Н о - Д А), с -1 ;
й С = V С /(Н о - Д С), с -1 ,
где V A и V С - скорости деформирования в точках А и С, мм/с.
Однако точкам А и С соответствуют разные деформации, а значения m, полученные при повышении и снижении скорости, различны.
3. По третьему способу величину m относят к скорости деформации перед скачком:
Здесь производят обратную экстраполяцию участка установившегося течения при скорости v 2 к деформации (точки Е и Е!), при которой была переключена скорость.
Способ дает хорошую воспроизводимость результатов, но его физический смысл не ясен.
4. Способ Хедворса и Стоуэлла предполагает, что на прямолинейном участке DF структура металла еще не успевает измениться и тогда
Считается, что из вышеприведенных способ Хедворса и Стоуэлла наиболее приемлемый.
Литература
1. Новиков И.И. Сверхпластичность сплавов с ультрамелким зерном / И.И. Новиков, В.К. Портной. - М. : Металлургия, 1981. - 168 с.
2. Смирнов О.М. Обработка металлов давлением в состоянии сверхпластичности / О.М. Смирнов. - М. : Машиностроение, 1979. - 189 с.
3. Карабасов Ю.С. Новые материалы / Ю.С. Карабасов [и др.]. - М. : МИСиС, 2002. - 736 с.
4. Тихонов А.С. Эффект сверхпластичности металлов и сплавов / А.С. Тихонов. - М. : Наука, 1978. - 142 с.
5. Чумаченко Е.Н. Механические испытания и построение аналитических моделей поведения материалов в условиях сверхпластичности. Ч. 1 / Е.Н. Чумаченко, В.К. Портной, И.В. Логашина // Металлург. - 2014. - № 12. - С. 68-71.
6. Чумаченко Е.Н. Механические испытания и построение аналитических моделей поведения материалов в условиях сверхпластичности. Ч. 2 / Е.Н. Чумаченко, В.К. Портной, И.В. Логашина // Металлург. - 2015. - № 1. - С.76-80.
7. SSAB. Штамповка листовой стали: справочник. Резка на заданные размеры и пластическое формоизменение: пер. с англ. / под ред. Р.Е. Глинера. - Гетеборг: SSAB, 2004. - 153 с.
8. Беляев В.А. Холодная штамповка и проектирование штампов: методические рекомендации по выполнению лабораторных работ / В.А. Беляев. - Бийск: АлтГТУ им. Ползунова, 2007. - 37 с.
9. Анищенко А.С. Прогрессивные технологические решения в обработке металлов давлением: Конспект лекций в 3-х частях. Часть 1. Листовая штамповка подвижными средами. Обработка металлов давлением в состоянии сверхпластичности / А.С. Анищенко. - Мариуполь, ПГТУ, 2013. - 58с.
10. Беляев В.А. Холодная штамповка и проектирование штампов: методические рекомендации по выполнению лабораторных работ / В.А. Беляев. - Бийск: АлтГТУ им. Ползунова, 2007. - 37 с.
11. Григорьев Л.Л. Холодная штамповка: справочник / Л.Л. Григорьев, К.М. Иванов, Э.Е. Юргенсон. - СПб: Политехника, 2009. - 665 с. : ил.
Подобные документы
Основные технологические отходы в кузнечно-штамповочном производстве (облой, перемычки сквозных отверстий поковок). Холодная и горячая правка. Обрезка облоя, пробивка перемычек. Зачистка заусенцев и дефектных участков. Правка и калибровка, термообработка.
презентация , добавлен 18.10.2013
Оценка потребности и определение ассортимента выпускаемого листового стекла. Технология производства листового стекла флоат-способом формования на расплаве олова, пути и средства его совершенствования. Теплотехнический расчет стекловаренной печи.
дипломная работа , добавлен 27.06.2011
Основные дефекты металла при резке и методы их устранения. Расчет и проектирование привода тянущего ролика. Проектировочный расчет зубчатых передач. Расчет шпонок и шлицевых соединений. Определение нагрузочных и скоростных параметров гидродвигателя.
дипломная работа , добавлен 20.03.2017
Способы автоматической резки металла. Выбор оборудования и материала. Разработка технологического процесса раскроя и управляющей программы для станка с ЧПУ с помощью системы Техтран. Детали для задания на раскрой. Создание деталей в базе данных.
дипломная работа , добавлен 17.09.2012
Исследование влияния разных радиусов на гибку листового материала. Анализ системы моделирования технологических процессов, предназначенных для анализа трехмерного поведения металла при различных процессах обработки давлением. Расчет длины заготовки.
контрольная работа , добавлен 08.01.2014
Анализ вариантов технологических схем изготовления детали. Определение усилия вырубки развертки детали и подбор пресса. Расчет ширины полосы материала для изготовления заготовки. Определение усилий гибки. Расчет коэффициента использования материала.
курсовая работа , добавлен 20.03.2016
Обработка металлов давлением в состоянии сверхпластичности. Преимущества и недостатки метода сверхпластической формовки по сравнению с традиционными методами. Три основных признака, совокупность которых может характеризовать состояние сверхпластичности.
лабораторная работа , добавлен 25.12.2015
История возникновения стеклоделия в Кыргызстане и за рубежом, принципы, на которых оно построено. Технологии изготовления стекла, его характеристика, виды, свойства, резка и упаковка. Применение листового стекла в сфере производства и потребления.
курсовая работа , добавлен 26.04.2011
Обоснование параметров сталеразливочного ковша. Расчет параметров обработки стали. Определение снижения температуры металла. Расчет количества и состава неметаллических включений. Параметры вакуумной камеры. Обработка металла на установке "Ковш-печь".
курсовая работа , добавлен 29.10.2014
Технология и товароведение промышленной продукции на примере стекла армированного листового - регламентирование контроля качества и стандарты его показателей, условия поставок, упаковки, транспортировки, приема, испытания, применения и хранения.
Проведение технологических испытаний является, необходимой операцией, для подтверждения правильности выбранной конструкции биметаллического изделия и состава сплавов.
Для каждого типа дробильного оборудования роторного типа существует несколько схем проведения технологических испытаний, обладающих соответствующими достоинствами и недостатками.
Для тех типов оборудования, которые обладают массивными рабочими органами (более 30 кг) и равномерным характером горизонтального износа вдоль ротора, в случае сопоставимости физико-механических свойств дробимого сырья и четкого отражения в эксплуатационных журналах объемов его переработки, технологические испытания не представляют особой проблемы. К таким типам оборудования относятся все роторные и центробежные дробилки, а так же большинство типов молотковых дробилок. Технологические испытания в этом случае могут проводится в усеченных объемах, на неполных комплектах рабочих органов.
В случае наличия в молотковых дробилках зон повышенного горизонтального (как правило бокового) или вертикального износа (Рис.1), что, как правило, характерно для молотковых дробилок с массой молотков менее 30 кг, при неудовлетворительных результатах подбирается наиболее оптимальная граница между биметаллическими слоями, или в необходимых случаях изменяется конструкция всего изделия с изменением границы заливки с горизонтальной на наклонную (Рис.2), полностью защищающую рабочую плоскость, как от вертикального износа, так и от попадания металлических предметов. В таких случаях технологические испытания могут проходить несколько раз, до момента получения нужного результата.

рис.1 Различные виды локального износа: 1 – интенсивный боковой износ; 2 – интенсивный вертикальный износ. В обоих случаях более мягкая сталь подвергается более существенному износу.


рис.2 Изменение конструкции биметаллического изделия: с горизонтальной линии сочленения сплавов (1), на наклонную (2), полностью защищающую рабочую плоскость, как от вертикального износа, так и от попадания металлических предметов.
Наиболее сложными, в силу конструкционных особенностей оборудования, являются технологические испытания, проводимые на молотковых мельницах, в большинстве случаев обладающих неравномерным горизонтальным износом.
Этому способствуют следующие факторы:
Фактор № 1 Конструкционные особенности
Мельницы молотковые тангенциальные (ММТ) являются дробильным оборудованием замкнутого типа (Рис 3), с системой возврата в помольную камеру недоизмельченного материала из сепаратора с боковых сторон, что создает экстремальные зоны износа на крайних рядах ротора, с полным износом проушин и возникновением аварийных ситуаций из-за слетания их с билодержателей. (Рис.4)

Рис.3

Рис.4 Фото интенсивного износа било на боковых рядах
Фактор № 2 Неравномерность подачи угля
В дополнение к боковым зонам интенсивного износа, вызванными конструктивными особенностями оборудования очень часто добавляются зоны интенсивного горизонтального износа, вызванные неравномерностью поступления угля в помольную камеру (Рис.5)
 рис.5
рис.5
Неравномерное поступление угля, способствует формированию неравномерного контура износа бил (Рис 6.), что в свою очередь способствует такому негативному, но вполне объяснимому действию технического персонала стремящемуся снизить риски возникновения аварийных ситуаций, как к смене бил с неравномерным профилем (Рис.7) имеющим еще достаточно высокий остаточный эксплуатационный ресурс.
 рис.6
рис.6
 рис.7
рис.7
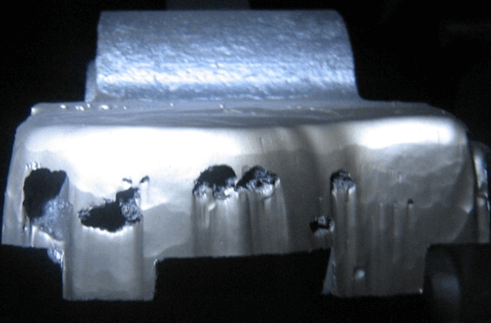 рис.8
рис.8
Дополнительную сложность в корректировку подачи угля в помольную камеру вносит такой внешний фактор, как низкое качество литых бил из марганцовистых сталей, в первую очередь, наличие в рабочей части разно размерных пор и пустот, приводящих к формированию неравномерного профиля износа (Рис 8), даже в случае равномерной подачи угля.
Фактор № 3 Различная интенсивность и конфигурация вихревых потоков, образующихся в помольной камере
В связи с тем, что конструкционные особенности помольной камеры позволяют формировать футеровочные поверхности различных конфигураций, то и аэродинамические характеристики внутри камерной полости отличаются не только у машин на разных промышленных объектах, но, иногда, даже в пределах одного котло-турбиного цеха. Также перфорация дисков позволяет закреплять на них различное количество билодержателей – 3, 4, 6, 8 и формировать различное количество бил в мельнице вдоль ротора, что также существенно сказывается на характере динамических потоков.
Существует три схемы проведения технологических испытаний новых бил, каждая из которых обладает своими достоинствами, недостатками и методами компенсации этих недостатков.
| Параметры | Схемы разновеса | ||
| Полная | Половинная | Попеременная | |
| Схематическое изображение |  |
 |
 |
| Достоинства | Условия испытаний наиболее приближены к эксплуатационным режимам. | Соизмеримые нагрузки, одинаковое качество углей. Короткие сроки проведения испытаний. | |
| Недостатки | Недостоверность данных из-за несоизмеримости нагрузок и качества углей в условиях отсутствия средств индивидуального контроля за конкретной ММТ. Длительность проведения испытаний. | Недостоверность данных в случае неравномерного горизонтального износа; Возникновение биения ротора в результате различной интенсивности износа различных групп бил. | Недостоверность данных из-за повышенного износа более износостойких бил, берущих на себя повышенную нагрузку. |
| Методы компенсации недостатков | Статистические. Увеличение достоверности за счет большего количества испытаний и сравнения со статистически определенным базисом сравнения (средним эксплуатационным периодом). | Риск возникновения аварийных ситуаций из-за биения ротора не устраним. Недостоверность данных из-за неравномерности горизонтального износа устранима путем попеременной загрузки одних и тех же частей различными группами бил. | нет |
Механические свойства выявляются при воздействии на металл растягивающих, изгибающих или других сил. Механические свойства металлов характеризуются: 1) пределом прочности в кг/мм 2 ; 2) относительным удлинением в %;3) ударной вязкостью в кгм/см 2 ; 4) твердостью; 5) углом загиба. Перечисленные основные свойства металлов определяются следующими испытаниями: 1) на растяжение; 2) на загиб; 3) на твердость; 4) на удар. Все эти испытания производятся на образцах металла при помощи специальных машин.
Испытание на растяжение . Испытанием на растяжение определяют предел прочности и относительное удлинение металла.
Пределом прочности называется усилие, которое надо приложить на единицу площади поперечного сечения образца металла, чтобы разорвать его.
Для испытания на растяжение изготовляют образцы, форма и размеры которых установлены ГОСТ 1497-42. испытания проводятся на специальных разрывных машинах. Головки образца закрепляют в захваты машины, после чего дают нагрузку, растягивающую образец до разрушения.
Для испытания листового металла изготовляют плоские образцы. Малоуглеродистые стали имеют предел прочности около 40 кг/мм 2 стали повышенной прочности и специальные - 150 кг/мм 2 .
Относительное удлинение малоуглеродистой стали примерно равно 20%..
Относительное удлинение характеризует пластичность металла, оно снижается с повышением предела прочности.
 Испытание на твердость
. Для определения твердости металла применяется прибор Бринеля или Роквелла.
Испытание на твердость
. Для определения твердости металла применяется прибор Бринеля или Роквелла.
Твердость по Бринелю определяют следующим образом. Твердый стальной шарик диаметром 10,5 или 2,5 мм вдавливается под прессом в испытуемый металл. Затем при помощи бинокулярной трубки измеряют диаметр отпечатка, который получился под шариком на испытуемом металле. По диаметру отпечатка и по соответствующей таблице определяют твердость по Бринелю.
Твердость некоторых сталей в единицах по Бринелю:
Малоуглеродистая сталь......ИВ 120-130
Сталь повышенной прочности.... ИВ 200-300
Твердые закаленные стали.....ИВ 500-600
С увеличением твердости пластичность металла снижается.
Испытание на удар . Этим испытанием определяют способность металла противостоять ударным нагрузкам. Испытанием на удар определяют ударную вязкость металла.
Ударная вязкость определяется путем испытания образцов на специальных маятниковых копрах. Чем меньше ударная вязкость, тем более хрупок и тем менее надежен в работе такой металл. Чем выше ударная вязкость, тем металл лучше. Хорошая малоуглеродистая сталь имеет ударную вязкость, равную 10-15 кгм/см 2 .

Испытание на загиб . Арматура для железобетонных конструкций должна иметь на концах крюки с углом загиба до 180° и отгибы по длине арматуры на 45 и 90°. Поэтому арматурную сталь подвергают испытанию на холодный загиб.
Технологическими испытаниями устанавливают способность арматурной стали воспринимать деформации без нарушения целостности, т.е. без появления в ней трещин, надрывов, расслоений.